マシンテンディング自動化とは?旋盤・マシニングセンタとの連携ポイントを解説
マシンテンディングの自動化を検討し始めると、「ロボットを導入すれば加工機の前後工程は自動化できる」と思われがちです。しかし実際には、ロボットと工作機械をどう連携させるかという技術的な設計が、自動化の成否を大きく左右します。
本記事では、旋盤やマシニングセンタとロボットを連携させる際の技術的なポイントに焦点を当て、基本構成から機械ごとの違い、既設設備への後付け時の注意点までを解説します。
なお、マシンテンディングの基本的な意味や工程の流れについては、以下の記事で詳しく解説しています。 自動化について理解を深める前に、まずは基礎概念をチェックしておきましょう。
関連記事:マシンテンディングとは?意味・工程の流れ・自動化が注目される理由をわかりやすく解説

マシンテンディング導入ガイド 資料ダウンロード
マシンテンディングの導入をお考えの方へ。基礎知識、導入スケジュール、費用対効果を解説。導入成功のポイントがわかるガイドです。(全14ページ)
目次
マシンテンディング自動化の基本構成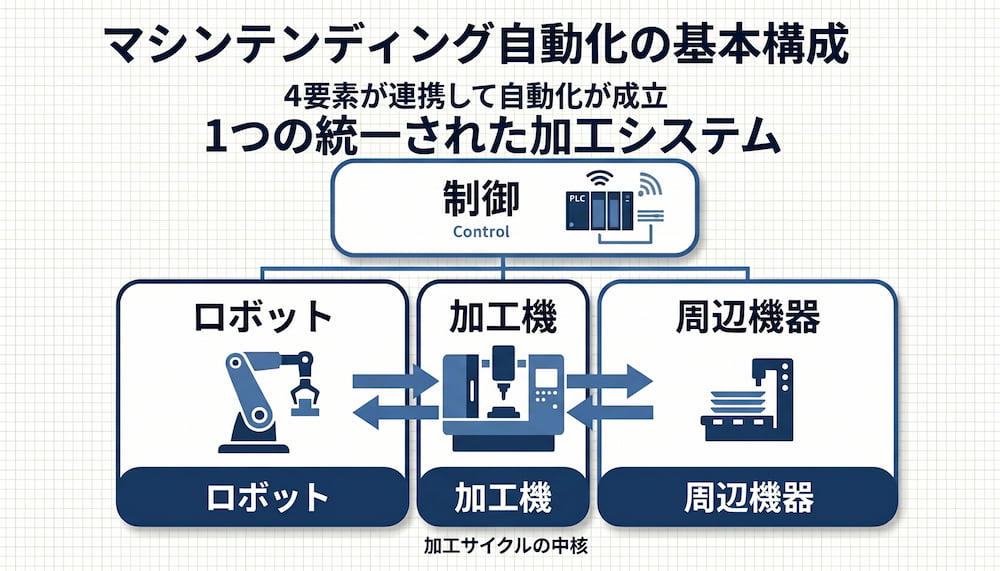
マシンテンディングの自動化は、ロボット単体で完結するものではありません。工作機械・周辺機器・制御システムを含めた複数の要素が連携して、はじめて一つの加工サイクルとして成立します。まず、構成要素とその役割を以下の表で整理します。
| 構成要素 | 主な役割 | 具体例 |
|---|---|---|
| ロボット | ワークの把持・搬送・機械への脱着 | 協働ロボット、6軸多関節ロボット |
| 加工機(工作機械) | ワークの切削・研削などの加工 | CNC旋盤、マシニングセンタ、複合加工機 |
| 周辺機器 | ワークの供給・排出・位置決め・計測 | ストッカー、トレー、ビジョンセンサー、エアブロー装置 |
| 制御システム | 各機器間の信号連携と動作シーケンスの管理 | ロボットコントローラー、PLC、I/Oインターフェース |
この4要素がどのように連携するかが、自動化の設計品質を決定づけるポイントです。
ロボットと工作機械は何を連携させるのか
ロボットと工作機械は、加工サイクルの各タイミングで正確にやり取りを行う必要があります。連携が発生する主なタイミングは、加工完了の通知、扉の開閉、チャック・クランプの開閉、加工開始の指令、異常時の停止の5つです。
これらはすべて電気信号(I/O信号)やネットワーク通信を介して行われます。重要なのは、ロボットと加工機のどちらが主導権を持ち、どのタイミングで信号を送受信するかというシーケンス設計です。この設計が曖昧なまま導入を進めると、動作の干渉やタイミングずれが発生し、設備停止や品質不良の原因になります。
基本構成は「ロボット・加工機・周辺機器・制御」の4要素
先ほどの4つの構成要素は、それぞれ独立した機器でありながら、制御システムを介して一つの加工サイクルとして統合されます。4要素のどれか一つが欠けても自動化は成立しません。 ロボットと加工機の連携が完璧でも、ワークを安定供給するストッカーがなければ無人運転は実現できません。逆に、周辺機器を充実させても、加工機側に外部信号のインターフェースがなければロボットとの連動ができません。
自動化を検討する際は、ロボットの選定だけに注目するのではなく、4つの要素をセットで検討することがシステム全体の設計精度を高める第一歩になります。
自動化対象はワーク脱着だけでなく扉開閉や加工開始信号まで含まれる
マシンテンディングの自動化というと、ロボットがワークをつかんで機械に入れる動作がイメージされがちですが、実際の対象範囲はそれだけではありません。
| 動作 | 内容 |
|---|---|
| ワーク供給 | ストッカーやトレーからワークを取り出す |
| 扉の開閉 | 加工機の安全扉をロボット動作前に開放する |
| ワークのセット | チャックや治具にワークを正確に配置する |
| チャック・クランプ制御 | セット完了後にワークを固定する |
| 加工開始指令 | ワーク固定を確認後、加工プログラムを起動する |
| 加工完了待ち | 加工中はロボットが待機または次ワーク準備を行う |
| ワーク取り出し | 加工済みワークをチャックから取り外す |
| 排出・次工程受け渡し | トレーへの整列、検査工程への搬送を行う |
| 異常時の停止処理 | ロボットまたは加工機の異常時に双方を停止させる |
マシンテンディングの自動化は加工サイクル全体を通じた連携設計が求められます。ワーク脱着はその一部にすぎず、扉・チャック・信号・異常処理まで含めて検討してはじめて、安定した自動運転が実現します。
マシンテンディングの具体的な活用例や導入によって得られるメリットについては、こちらのページで詳しくご紹介しています。
旋盤とマシニングセンタで異なる連携ポイント
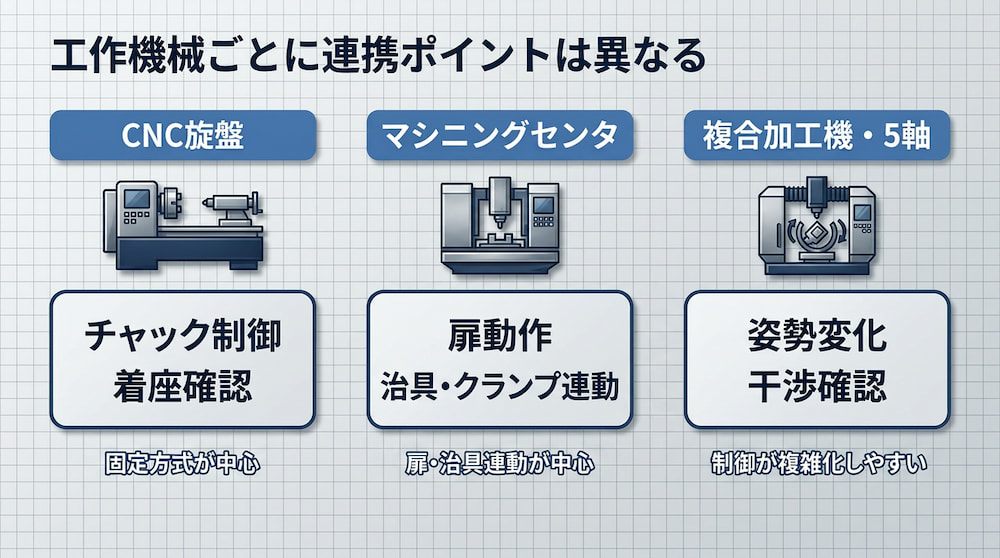
工作機械の種類によって連携の論点は変わります。旋盤とマシニングセンタでは、ワークの固定方式、扉の構造、加工中の姿勢変化などが異なるため、確認すべき項目も違ってきます。主な連携ポイントの違いを以下の比較表にまとめます。
| 連携ポイント | CNC旋盤 | マシニングセンタ | 複合加工機・5軸加工機 |
|---|---|---|---|
| ワーク固定方式 | チャック(3爪・コレットなど) | 治具・バイスクランプ | チャック+治具の複合 |
| 固定確認の方法 | 着座確認センサー(エア式が多い) | クランプ完了信号 | 工程ごとに確認方法が異なる |
| 扉の構造 | スライド式が多い | 開き戸・スライド式など多様 | 大型扉や多重扉の場合がある |
| ロボット進入方向 | 主軸正面からの進入が基本 | 上方・正面など機械構造による | 干渉範囲が広く進入経路の制約が増える |
| 加工中のワーク姿勢 | 回転するため姿勢は一定 | 固定されたまま工具側が移動 | 加工途中で姿勢が変化する場合がある |
| 自動化の主な難所 | チャック開閉タイミングと着座確認 | 治具・クランプの多様性への対応 | 姿勢変化に伴う干渉確認とシーケンス複雑化 |
旋盤はチャック開閉とワーク着座確認が重要になる
CNC旋盤のマシンテンディングで最も重要な連携ポイントは、チャックの開閉制御とワークの着座確認です。旋盤はワークをチャックで把持し高速回転させながら切削するため、ワークが正しく収まっていない状態で加工が始まると、飛散や加工不良といった重大なトラブルに直結します。
確認すべき主な項目は、チャック開閉の外部制御可否、着座確認センサーの有無、開閉完了信号の取得、コレットチャックの場合の寸法公差管理の4点です。特に着座確認は、人手作業では目視や手感覚で行っていた工程であり、自動化する場合はセンサーと信号で置き換える設計が不可欠になります。
マシニングセンタは扉動作と治具・クランプ連動が重要になる
マシニングセンタでは、ワーク固定にバイスや専用治具が使われるケースが多く、連携のポイントはチャック開閉ではなく、治具・クランプの制御と扉動作に比重が移ります。
油圧・空圧・手動バイスなど固定方式が工程や品種によって異なるため、自動化には外部信号で制御可能なクランプへの置き換えが必要になる場合があります。扉の構造もスライド式、開き戸式、上下昇降式と多様で、自動開閉非対応の機種では後付けアクチュエータの設置が論点になります。さらに、加工室内のスペースや工具マガジンの位置によるロボット進入経路の制約、切粉・クーラント残留への対策も検討が必要です。
旋盤と比較すると、機械ごとに連携仕様を個別に確認する必要がある点が自動化設計の難しさにつながります。
複合加工機・5軸加工機は姿勢変化や干渉確認まで必要になる
複合加工機や5軸加工機は1台で旋削とミーリングの両方を行えますが、マシンテンディングの自動化では確認すべき項目が増える傾向にあります。
特に注意が必要なのは、加工前後でワークの向きや位置が変化する点、加工室内の可動部が多くロボットアームとの干渉リスクが高い点、旋削とミーリングで固定方式が切り替わりシーケンスが複雑化する点の3つです。技術的に実現可能ですが、旋盤やマシニングセンタ単体よりも設計段階での検証項目が多くなることを事前に認識しておく必要があります。
機械ごとに自動化しやすい工程と難しい工程は異なる
機械の種類によって、自動化しやすい工程とそうでない工程があります。ここでは、CNC旋盤、マシニングセンタ、複合加工機・5軸の3つに分類して、自動化しやすい工程について表にまとめました。
| 機械の種類 | 自動化しやすい工程 | 自動化が難しい工程 |
|---|---|---|
| CNC旋盤 | 丸物ワークの繰り返し加工。着座確認が標準装備されている場合 | 異形・長尺ワーク。芯押し台との連動が必要な場合 |
| マシニングセンタ | 専用治具に固定する定型加工。クランプの自動制御が可能な構成 | 多品種で治具が頻繁に変わる工程。手動バイスを使いたい場合 |
| 複合加工機・5軸 | 工程集約によりワーク脱着回数が少ない加工 | 姿勢変化が大きく、取り出し位置が工程ごとに変わる場合 |
自動化の検討時には、自社の工作機械がどの条件に該当するかを整理し、自動化しやすい工程から優先的に取り組む進め方が現実的です。
工作機のマシンテンディングに関する導入課題や注意点、導入例については、以下の記事で詳しく解説しています。 工作機特有の課題についても触れていますので、あわせてご覧ください。
関連記事:工作機のマシンテンディングとは?自動化の課題とロボット導入事例
扉の自動開閉・チャック/クランプ連動の技術的ポイント
ロボットと工作機械の連携で最も論点が集中するのが、扉の自動開閉とチャック・クランプの連動制御です。ここの設計が甘いと、サイクル停止や安全上の問題に直結します。
扉の自動開閉は開閉方式とインターロック確認が前提
扉の自動開閉を実現するにあたっては、開閉方式(スライド式・開き戸式・上下昇降式)の確認、標準仕様での自動開閉対応可否、インターロックの仕様、開閉完了信号の取得可否を事前に確認する必要があります。
特にインターロックの扱いは安全規格に関わるため、自動開閉化によって既存の安全機構が無効化されないよう設計することが必須です。安全設計の変更が伴う場合は、リスクアセスメントの実施も検討に含める必要があります。
チャック/クランプ連動は開閉信号だけでなく完了確認が必要
チャック・クランプの自動制御で見落とされやすいのが、開閉の指令信号だけでなく、完了確認信号まで設計に含めるという点です。
| 信号の種類 | 内容 | 不備があった場合のリスク |
|---|---|---|
| チャック開指令 | ロボット側から加工機へ送る開放指令 | 信号未到達でサイクル停止 |
| チャック開完了 | 加工機側から返す開放完了信号 | 確認なしの進入でチャックとの干渉リスク |
| チャック閉指令 | ロボット側から加工機へ送る把持指令 | 未固定のまま加工が始まるリスク |
| チャック閉完了 | 加工機側から返す把持完了信号 | 確認なしの加工開始でワーク飛散リスク |
| 着座確認 | ワークがチャック面に密着していることの検知 | 着座不良で加工精度悪化やワーク破損 |
指令と完了確認の双方向のやり取りが揃ってはじめて、安全かつ安定した自動運転が成立します。
ロボット側と加工機側のタイミングずれを防ぐ制御設計が重要
信号連携の仕組みが整っていても、動作タイミングにずれが生じればサイクル停止や干渉事故の原因になります。扉の開閉途中へのロボット進入、チャック閉完了前の加工開始、加工完了前の取り出し動作、異常停止後の復帰手順の未整理が代表的なリスク場面です。
これらを防ぐには、各動作の完了を確認してから次の動作に進む「ハンドシェイク方式」の制御設計が基本となります。ロボット側が指令信号を送り、加工機側が完了信号を返し、それを受けてロボットが次の動作に移るという手順を、一つひとつのステップで徹底する設計です。制御シーケンスの設計段階で、すべての信号のやり取りをタイムチャートに落とし込み、想定される異常パターンも含めて検証しておくことが安定稼働への近道になります。
安全扉・加工開始・異常停止を含めた信号連携を整理する
扉・チャック・タイミング制御は、実際のシステムではすべて一つの信号連携体系として統合されます。導入前の段階で全体像を一覧で整理しておくと、設計時の抜け漏れを防ぎやすくなります。
- 安全扉開閉:扉開指令 → 開完了確認 → ロボット進入許可 → 扉閉指令 → 閉完了確認
- チャック・クランプ制御:チャック開指令 → 開完了確認 → ワーク脱着 → チャック閉指令 → 閉完了確認 → 着座確認
- 加工開始:ワーク固定確認 → 扉閉完了確認 → 加工開始指令 → 加工プログラム起動
- 加工完了:加工完了信号 → ロボット側で取り出しシーケンス開始
- 異常停止:ロボット異常時 → 加工機への停止信号送信/加工機異常時 → ロボットへの停止信号送信
- 復帰手順:異常解除後の再起動シーケンス(原点復帰・ワーク有無確認・サイクル再開条件)
これらはロボットメーカー・工作機械メーカー・システムインテグレーターの三者で仕様をすり合わせることが前提です。特に異常停止と復帰手順は導入時に後回しにされやすい項目ですが、実運用では最も頻繁に対応が求められる場面のため、事前に手順を明確にしておくことが重要です。
ワーク供給・取り出しを自動化する周辺機器構成

ロボットと工作機械の連携設計が固まっても、加工サイクルを継続的に回すにはワークの供給・取り出しを担う周辺機器の構成が不可欠です。この章では、ワークの供給や取り出しといった工程を自動化するための視点を紹介します。
ワーク供給方式はトレー・パレット・ストッカーで考える
| 供給方式 | 向いているケース | 注意点 |
|---|---|---|
| トレー供給 | 小〜中型ワーク、品種切り替えが多い工程 | 品種追加時にトレーの追加製作が必要になる場合がある |
| パレット段積み | 同一品種のまとめ加工、夜間無人運転 | 段積み数が無人稼働時間を決めるため容量設計が重要 |
| 回転式ストッカー | 省スペースで多数のワークを保持したい現場 | ワーク形状によっては専用ホルダーの設計が必要 |
| コンベア連結 | 前後工程との連続搬送が前提の量産ライン | コンベア上での位置ずれ対策が論点になる |
特に無人運転を目的とする場合は、加工サイクルタイムと目標稼働時間から必要なワーク保持数を算出し、それに見合った供給方式を選定することが設計の起点になります。
ハンド・グリッパーはワーク形状と把持安定性で選ぶ
ハンドの選定はワーク形状に強く依存します。確認すべき主な観点は、把持方式(外径把持・内径把持・吸着など)、把持力、ワーク表面への影響、把持時の位置決め精度の4点です。
丸物ワークには3爪タイプが一般的ですが、薄肉や軟質素材では変形リスクがあるため吸着方式や専用爪が検討対象になります。加工前後でワーク形状が変わる場合は、ダブルハンド構成(取り出しとセットを1回の進入で行う構成)によるサイクルタイム短縮も有効です。ハンドの選定は、チャックや治具への挿入動作との相性まで含めて検討することが重要です。
位置ずれがある現場ではビジョンや位置補正が必要になる
ワークがトレーやパレットに整列され位置精度が安定している場合は、ロボットの固定ティーチングだけで対応できるケースが多く、ビジョンは必須ではありません。
ビジョンや位置補正が論点になるのは、供給位置に毎回微小なずれが発生する、ばら積み状態からの取り出しが必要、品種切り替え時にワーク位置がトレーごとに異なる、加工後のワーク姿勢が変動するといった場面です。2Dビジョンで平面上の補正、3Dビジョンでばら積みの立体認識に対応できますが、ビジョンの追加はシステムの複雑さとコスト増につながるため、現場の実態を把握したうえで必要な箇所にだけ導入する判断が求められます。
取り出し後の整列・次工程受け渡しまで含めて構成を決める
取り出し後のワークをどこに、どのような状態で渡すかまでを含めた構成設計が必要です。完成品トレーへの整列、次の加工機への搬送、検査装置への受け渡しなど、後工程の受け入れ条件に合わせた設計が求められます。
見落としやすいのは不良ワークの分別処理です。異常検知やセンサー判定で不良と判断されたワークを正常品と分けて排出する動作をシーケンスに組み込んでおかないと、不良品が後工程に流出するリスクが残ります。
周辺機器は増やすほどよいとは限らない
自動化の設計を進めると周辺機器の候補は増えていきますが、追加するほどシステムの複雑さが増し、故障点の増加・メンテナンス負荷の上昇・コスト増大が発生します。自動化の目的に対して本当に必要な機器だけを選定するという判断が重要です。
導入の初期段階では最小構成でスタートし、実運用の中で不足が判明した機器を段階的に追加するアプローチが、システムの安定性と投資対効果の両立につながります。
既設工作機械に後付け導入するときの注意点
既設の工作機械にロボットを後付けで組み合わせたいというニーズは少なくありません。ただし、後付け導入には新規導入とは異なる制約が伴います。
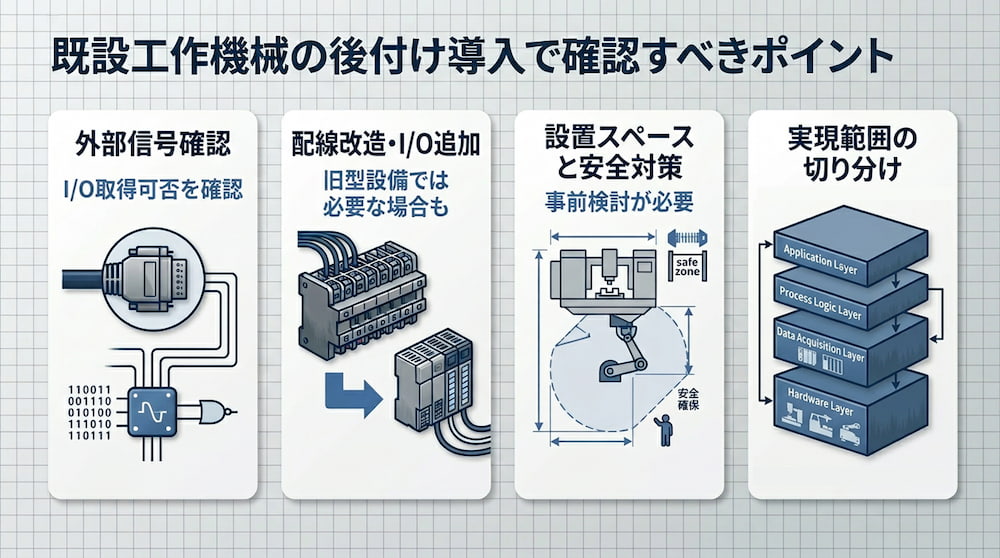
この章では、後付け導入で特に論点になりやすい4つのポイントを整理します。
- 外部信号を取り出せるかどうかの確認
- 古い設備での配線改造・I/O追加の必要性
- ロボット設置スペースと安全対策の事前検討
- 「できること」と「難しいこと」の切り分け
それでは、順番に見ていきましょう。
外部信号を取り出せるかどうかを最初に確認する
後付け導入の可否を左右する最初の関門が、工作機械から外部信号を取り出せるかどうかです。比較的新しい機種であれば外部信号用のコネクタや予備I/Oポートが標準で用意されていることが多い一方、導入から15年以上経過した旧型機ではインターフェースが限定的、あるいは存在しないケースもあります。
外部信号が取り出せなければそれ以降の連携設計が成り立たないため、工作機械メーカーへの仕様確認やNC装置の型番・バージョンの把握を最優先で進める必要があります。
古い設備は配線改造や外部I/O追加が必要になることがある
インターフェースが不足していても、工作機械メーカーやシステムインテグレーターの協力を得て配線改造やI/Oユニットの追加で対応できるケースがあります。
ただし、メーカー承認なしの制御盤内配線変更は保証対象外になる場合があること、NC装置のソフトウェアバージョンによって利用可能な外部信号の数や種類が異なること、改造コストが大きい場合は新規設備への更新と比較検討すべきことの3点に注意が必要です。
ロボット設置スペースと安全対策を事前に詰める
既設の工作機械はロボット連携を想定したレイアウトで設置されていないことがほとんどです。操作盤やクーラントタンクの張り出し、隣接設備との間隔など、ロボットを配置する空間が限られている場合が多くあります。
ロボット本体の設置面積、アームの旋回半径と周辺設備との干渉、ストッカー・トレーの配置、既存の作業動線や保全通路への影響を確認したうえで、安全対策とセットでレイアウト図を作成し、導入前に関係者間で合意を取っておくことが手戻り防止に有効です。
後付けでは「できること」と「難しいこと」を切り分ける
後付け導入の検討で最も重要なのは、既設設備の条件のもとで実現できることと難しいことを早い段階で切り分けることです。
外部信号インターフェースが十分で、スペースがあり、扉の自動開閉にも対応できる機種であれば、新規導入に近い自動化レベルを実現できます。一方、複数の制約が重なる場合は、対応可能な範囲に絞った部分自動化が現実的です。最初に現場調査と工作機械の仕様確認を行い、制約条件を洗い出したうえで自動化の範囲を決めるという手順が欠かせません。
自社だけで判断が難しい場合は、工作機械メーカーやシステムインテグレーターに現場を確認してもらい、技術的な実現可否について早期にフィードバックを得ることが検討の精度を高める有効な手段です。
なお、マシンテンディング自動化のメリットついては、以下の記事で詳しく解説しています。具体的なメリットが気になったら、こちらの記事も読んでみましょう。
関連記事:マシンテンディング自動化の4つのメリットとは?|導入課題と解決策も解説
マシンテンディング導入ガイド 資料ダウンロード
マシンテンディングの導入をお考えの方へ。基礎知識、導入スケジュール、費用対効果を解説。導入成功のポイントがわかるガイドです。(全14ページ)
まとめ|マシンテンディング自動化は機械連携設計が成否を分ける
本記事では、マシンテンディング自動化におけるロボットと工作機械の連携ポイントを中心に解説しました。
- 自動化はロボット単体ではなく、加工機・周辺機器・制御を含めた4要素で成立する
- 旋盤とマシニングセンタでは連携設計の論点が異なる
- 扉・チャック・信号連携はシーケンス設計の精度が重要
- 周辺機器の構成によって無人運転時間が決まる
- 後付け導入では既設設備の制約条件を把握することが不可欠
マシンテンディングの自動化は、単にロボットを導入するだけでは実現できません。ロボットと工作機械の連携設計、周辺機器の構成、安全対策までを含めたシステム全体の設計が求められます。
TMCシステムでは、現場の課題整理から機械連携設計、周辺機器の選定、導入支援までを一貫して対応しています。
「既設設備に後付けできるか判断したい」「どこまで自動化できるのか知りたい」「まずは一工程から検証したい」といった段階からでもご相談可能です。お気軽にお問い合わせください。