構内物流とは?役割から課題・改善策・自動化までわかりやすく解説

工場では原材料の受け入れから部品供給、出荷準備まで「モノの流れ」が日々続いています。この工場内でのモノの流れを管理・運営する仕組みが構内物流です。構内物流は「工場内物流」と呼ばれることもあります。必要なモノが適切なタイミングで届かなければ、ラインの停止や在庫過多、現場負荷の増加を招きます。しかし「何となく非効率だが、どこが問題か分からない」と見過ごされがちな部分でもあります。
本記事では、構内物流の意味と役割、工場で起こりやすい課題、改善の進め方と優先順位、自動化設備・システムの考え方をわかりやすく整理しました。理解を深めるためにも、ぜひ最後までご覧ください。
目次
構内物流とは?工場内で担う役割と重要性

この章では、構内物流の定義と工場内での役割を整理します。単なる用語説明ではなく、製造現場でなぜ構内物流が重要なのかを、生産性への影響から理解することが目的です。
本章で解説する内容は以下の2点です。
- 構内物流の意味と対象となる業務
- 構内物流が生産性に与える影響
ぜひ、自社の日常業務を思い浮かべながら読み進めてください。
構内物流の意味と対象となる業務
構内物流とは、工場内で原材料・部品・製品を「必要な場所・タイミング・量」で届ける一連の活動です。構内物流は「工場内物流」と呼ばれることもあります。外部輸送と区別され、敷地内で完結するモノの流れを指します。
主な対象業務は以下の通りです。
| 区分 | 主な内容 |
|---|---|
| 受け入れ・入庫 | 材料の検品と保管場所への格納 |
| 保管・ピッキング | 在庫管理と必要数の取り出し |
| 工程間搬送 | 加工・組立工程間の移動 |
| 生産ライン供給 | 作業現場への材料・部品供給 |
| 出荷準備 | 完成品の集約・梱包・搬送 |
例えば、自動車部品工場を考えてみましょう。
入荷した材料を倉庫へ保管し、生産計画に合わせて加工工程へ供給します。その後、加工済み部品を組立工程へ搬送し、完成後は出荷エリアへ移動させます。
この一連の流れがスムーズであれば、生産は効率的に進みます。誰が何をどこへ運ぶかを設計し、滞留やムダを抑えて安定運用することが構内物流の役割といえます。
関連記事:
ピッキング自動化の完全ガイド|導入方法・メリット・成功事例を徹底解説(https://www.tmcsystem.co.jp/column/fa/picking-automation)
構内物流が生産性に与える影響
構内物流の乱れは、設備に問題がなくても生産性を大きく左右します。部品補充の遅れでライン停止、必要な治具・パレットを探す時間の増加、といった形で稼働率が低下するためです。
供給の順序や量が不適切だと、現場での仕分け・積み替えが増え、本来の加工・組立より「整理作業」に時間を奪われます。フォークリフトや台車が人手依存の場合、増産時に技能工が運搬に取られ、生産性が低下する可能性も無視できません。
さらに置き場が曖昧で一時置きが増えると、在庫滞留や探索時間が常態化し、帳簿と実在庫のズレから欠品・過剰在庫を招きます。構内物流は裏方ではなく、工場全体の効率を左右する中核機能なのです。
構内物流で起こりやすい課題

構内物流の重要性は理解できても、実際の現場ではさまざまな問題が発生しています。特に製造現場では、生産設備や作業工程に目が向きやすく、構内物流の課題が見過ごされることも少なくありません。
しかし、モノの流れに問題がある状態を放置すると、生産性の低下や在庫の増加、人手不足の深刻化などにつながります。
ここでは、主な課題を以下の3つに整理しました。
- モノの流れが見えにくいことによる課題
- 搬送の非効率が生産現場に与える課題
- 人手依存によって起こる課題
順番に解説していきます。各課題の本質をしっかりと理解し、今後の適切な改善判断に役立てましょう。
モノの流れが見えにくいことによる課題
構内物流で最も見落とされがちなのが、可視化不足による課題です。生産現場では長年の運用の積み重ねによって、保管場所や搬送ルールが曖昧になっているケースがあります。
例えば、次のような状況に心当たりはないでしょうか。
- 部品や材料の置き場が担当者ごとに異なる
- 必要なモノを探し回ることが日常化している
- 在庫数量が正確に把握できていない
- どの工程で滞留しているか分からない
- 不足を恐れて過剰在庫を抱えている
こうした状態では、現場の担当者が経験や勘に頼って運用することになります。一見すると問題なく回っているように見えても、実際には多くのムダが発生しているケースは少なくありません。
搬送の非効率が生産現場に与える課題
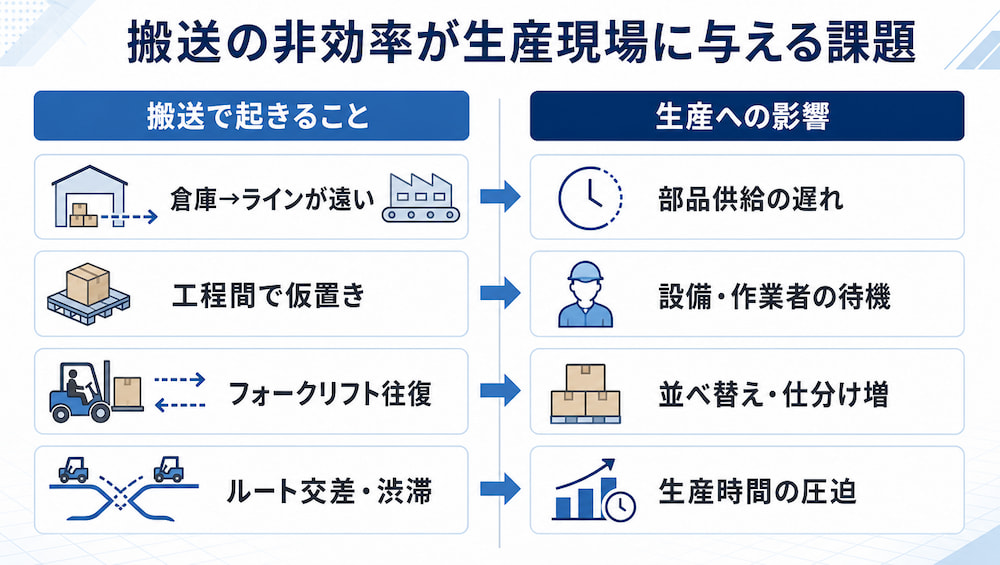
構内物流では、「運ぶ」という作業そのものがボトルネックになることがあります。特に工場のレイアウトが長年変更されていない場合や、生産量の増加によってモノの流れが複雑化した場合に発生しやすい課題です。
例えば、以下のような状況です。
- 原材料倉庫から生産ラインまでの距離が長い
- 工程間搬送で何度も仮置きが発生する
- フォークリフトが頻繁に往復している
- 搬送ルートが交差し渋滞が起きる
- 生産ラインが部品待ちになる
こうした問題は単なる移動ロスに見えるかもしれません。しかし実際には、生産全体の効率に大きな影響を与えます。例えば、部品供給が遅れれば設備や作業者が待機状態になります。
また、供給順序が適切でなければ、現場で並べ替えや仕分け作業が発生しまい、本来であれば製品を作るために使うべき時間が、運搬や整理作業に費やされてしまうのです。
人手依存によって起こる課題
フォークリフトや台車による手搬送に依存した現場では、人手不足の直撃を受けやすくなります。運搬要員が確保できず搬送業務が回らない、特定作業者の不在で精度が落ちる、といった属人化リスクも深刻です。
重量物の手搬送は作業者への身体的負荷を高め、狭い通路でのフォークリフト作業は安全上のリスクも無視できません。増産時には「運ぶ人を増やす」対応になりがちで、技能工が搬送に取られる問題も発生します。
人手依存からの脱却は、単なる省人化ではありません。安定運用・安全性確保・事業継続性の観点からも、早急に手を打つべき課題といえるでしょう。
構内物流を改善する方法

構内物流の課題を解決するには、いきなり自動化設備を導入するのではなく、段階的なアプローチが重要です。現状把握から始まり、現場改善・運用整備を経て、必要に応じた自動化へと進む流れが基本となります。
以下の4ステップで改善を進めることを推奨します。
| 改善ステップ | 主な取り組み内容 |
|---|---|
| ①現状把握 | モノの流れ・滞留箇所・動線の可視化 |
| ②現場改善 | レイアウト変更・動線短縮・置き場明確化 |
| ③運用整備 | 情報管理・ルール標準化・属人化解消 |
| ④自動化検討 | 費用対効果を踏まえた設備導入判断 |
場当たり的な対策ではなく、筋の通った改善計画を組み立てることが重要です。改善ステップについて、順番に見ていきましょう。
ステップ1. まずは現状のモノの流れを整理する
改善の出発点は、現状の正確な把握です。何が・どこからどこへ・誰によって・どのタイミングで運ばれているか、どの工程で滞留や待ち時間が発生しているかを徹底的に洗い出します。
重要なポイントは、フローマップや動線図を作成し、視覚的に整理することです。感覚や推測ではなく、事実ベースでの現状把握が、以降の改善精度を大きく左右します。見えていないものは改善できないため、まずは現場の実態を明らかにすることが不可欠です。
ステップ2. 動線・レイアウト・供給方法を見直す
現状が把握できたら、物理的な現場改善に着手します。代表的な検討ポイントは次の通りです。
- 工程間の距離短縮
- 遠回りルートの直線化
- 置き場のライン近接配置
- 供給頻度・ロット見直しによる仮置き削減
こうした改善は自動化設備を必要としません。レイアウト変更と供給方法の工夫だけで、搬送距離や再仕分け作業が大幅に減るケースも多いものです。
ステップ3. 情報管理と運用ルールを整える
物理的な改善を実施したら、それを維持する仕組みづくりも必要です。在庫数やロケーション、補充状況を把握できるようにし、現場と間接部門の情報連携を整えましょう。
置き場ルールや搬送手順、補充タイミングの標準化も欠かせません。ポイントは、「人によってやり方が違う」状態をなくし、誰でも同じように作業できる環境を構築することです。
ステップ4. 必要に応じて自動化を検討する
前3つのステップを経てもなお残る課題に対して、自動化の適用を検討します。典型的な対象は、定期的・反復的な搬送、長距離や重量物搬送、人手不足で要員確保が困難な領域などです。
具体的には、以下のような作業が自動化の有力候補です。
- 1日に何十往復も発生する定期的な工程間搬送
- 重量物のパレット運搬など、作業者の身体的負荷が大きい作業
- 人手不足で運搬要員の確保が困難なエリア
- 夜間や休日の無人運転が必要な部品供給
一方、搬送頻度が低い・ルートが不規則といった条件では、自動化のコストが効果を上回るケースもあります。現場の条件に合わせ、人と設備の最適な分担を見極めることが重要です。
構内物流の自動化に役立つ設備・システム
![]()
構内物流の改善を検討する際、「まず何を自動化すればよいのか分からない」という担当者の方も多いのではないでしょうか。構内物流の自動化といっても、自動化の対象業務は搬送だけではありません。保管・供給・在庫管理など、さまざまな業務が対象になります。
この章では、構内物流の改善に活用される代表的な設備・システムについて紹介します。
本章で解説する内容は以下のとおりです。
- 搬送を自動化する設備
- 保管・供給を効率化する設備・システム
- 自社に合った自動化の考え方
搬送を自動化する設備
構内物流において、人手不足や移動ロスの課題を解決する方法の一つが搬送の自動化です。搬送設備にはさまざまな種類があり、現場の課題や運用方法に応じて選定する必要があります。
| 設備 | 向いている用途 |
|---|---|
| AGV(無人搬送車) | 定型ルートの搬送 |
| AMR(自律走行搬送ロボット) | レイアウト変更が多い現場 |
| 自動搬送装置 | 高頻度な工程間搬送 |
| コンベヤ | 定点間の連続搬送 |
例えば、同じルートを繰り返し搬送する工程にはAGV、レイアウト変更が多い現場にはAMRが適しています。
AGVやAMRについては、以下の記事で詳しく解説しています。あわせてご覧ください。
- AMRの種類とは?5タイプの特徴と選び方、AGVとの違いを解説(https://www.tmcsystem.co.jp/column/fa/amr-types)
- AGV(無人搬送車)とは?工場内物流の自動化に向けた基礎知識とAMRとの違い(https://www.tmcsystem.co.jp/column/fa/factory-logistics-agv)
保管・供給を効率化する設備・システム
構内物流というと搬送設備に注目されがちですが、実際には保管・供給・在庫管理も重要な業務です。搬送を効率化しても、在庫の所在が分からなかったり供給指示が曖昧だったりすると、生産性の向上にはつながりません。
そのため、構内物流の改善では設備とシステムを組み合わせて考えることが重要です。
| 設備・システム | 主な役割 |
|---|---|
| 自動倉庫 | 保管・入出庫の効率化 |
| 在庫管理システム | 在庫の見える化 |
| 供給支援システム | 生産ラインへの供給最適化 |
| ピッキング支援システム | 作業効率・精度向上 |
| 生産管理システム連携 | 情報共有・進捗管理 |
構内物流を改善するためには、「運ぶ仕組み」だけでなく、「保管する仕組み」「供給する仕組み」「管理する仕組み」も含めて検討することが重要です。
自社に合った自動化の考え方
構内物流の自動化では、何が最新かではなく、自社の課題に適しているかどうかが重要です。例えば、搬送物の重量や量によって適した設備は異なります。
また、通路幅やレイアウト、人と設備が混在する環境かどうかも考慮する必要があります。
| 確認項目 | 検討ポイント |
|---|---|
| 搬送物 | サイズ・重量・形状 |
| 搬送量 | 頻度・ピーク時の処理量 |
| レイアウト | 通路幅・障害物の有無 |
| 人との共存 | 安全性・運用方法 |
| 既存設備 | PLCや生産設備との連携 |
| 将来計画 | 増産・レイアウト変更への対応 |
構内物流の自動化は、設備単体で考えるものではありません。生産設備やPLC、上位システムとの連携を含めて設計することで、はじめて高い改善効果を発揮します。そのため、自動化を検討する際は、現場全体のモノの流れを踏まえた設計が重要です。
まとめ|構内物流は工場全体の生産性を左右する重要な機能!物流改善や自動化のご相談はTMCシステムへ!
![]()
構内物流は、原材料や部品、製品を必要な場所へ届けるための重要な機能です。搬送ロスや工程間の滞留、在庫の増加などの課題を放置すると、生産性や稼働率の低下につながる可能性があります。
そのため、まずは現状のモノの流れを把握し、レイアウトや運用方法を見直すことが重要です。そのうえで、自社の課題に応じてAGVやAMR、自動倉庫などの設備やシステムを活用することで、構内物流の効率化を図れます。
TMCシステムは、お客様の自動化への想いや開発企画を、確かな技術で形にするパートナーです。構内物流の自動化装置の設計から導入まで、一貫して現場に寄り添いサポートいたします。「自社のアイデアを具現化したい」「段階的に一緒に自動化を進めてほしい」という方は、ぜひお気軽にご相談ください。