マシンテンディング導入前の注意点を5つのテーマで徹底解説!|見落としやすいと回避策も紹介
マシンテンディングの自動化は、ロボットを導入すればそれで完了するわけではありません。ワークの供給精度、切粉・クーラントへの対策、既存設備との通信連携、ティーチング工数、周辺機器の構成など、事前に確認すべき論点は多岐にわたります。
これらを見落としたまま導入を進めると、「想定通りに動かない」「稼働率が上がらない」「手戻りで追加コストが発生する」といった事態に陥るリスクがあります。
本記事では、マシンテンディングの導入前に押さえておきたい注意点を5つのテーマに分けて整理し、それぞれ「どんな失敗が起こるか→なぜ起こるか→どう防ぐか」の流れで解説します。ベンダーへの相談前に自社で確認すべきポイントを把握する材料として活用してください。
なお、マシンテンディングの基本的な意味や工程の流れについては、以下の関連記事で解説しています。
関連記事:マシンテンディングとは?基本概念や意味、工程の流れ、自動化が注目される理由をわかりやすく解説

マシンテンディング導入ガイド 資料ダウンロード
マシンテンディングの導入をお考えの方へ。基礎知識、導入スケジュール、費用対効果を解説。導入成功のポイントがわかるガイドです。(全14ページ)
マシンテンディング導入前に確認したい注意点5選
マシンテンディングの自動化で失敗が起きやすいポイントは、大きく5つのテーマに分類できます。まず全体像を把握したうえで、次章以降でそれぞれの詳細を確認していきましょう。
| 注意点のテーマ | 見落とすことによるリスク |
|---|---|
| ワーク供給精度と把持のズレ | 着座不良・加工精度の悪化・ワーク破損が発生する |
| 切粉・クーラント環境への対策 | センサー誤検知・把持ミス・設備故障の原因になる |
| 既存設備との通信連携 | 信号が取り出せず、ロボットと加工機が連動できない |
| ティーチング工数と段取り替え負荷 | 品種切り替えのたびに現場が止まり、自動化の効果が薄れる |
| 周辺機器構成と安全設計 | 故障リスクの増加に繋がる |
各テーマの概要を順番に整理します。注意点を見落とすと、大きなリスクを招きますので、正しく把握しておきましょう。
ワーク供給精度と把持のズレを軽視しない
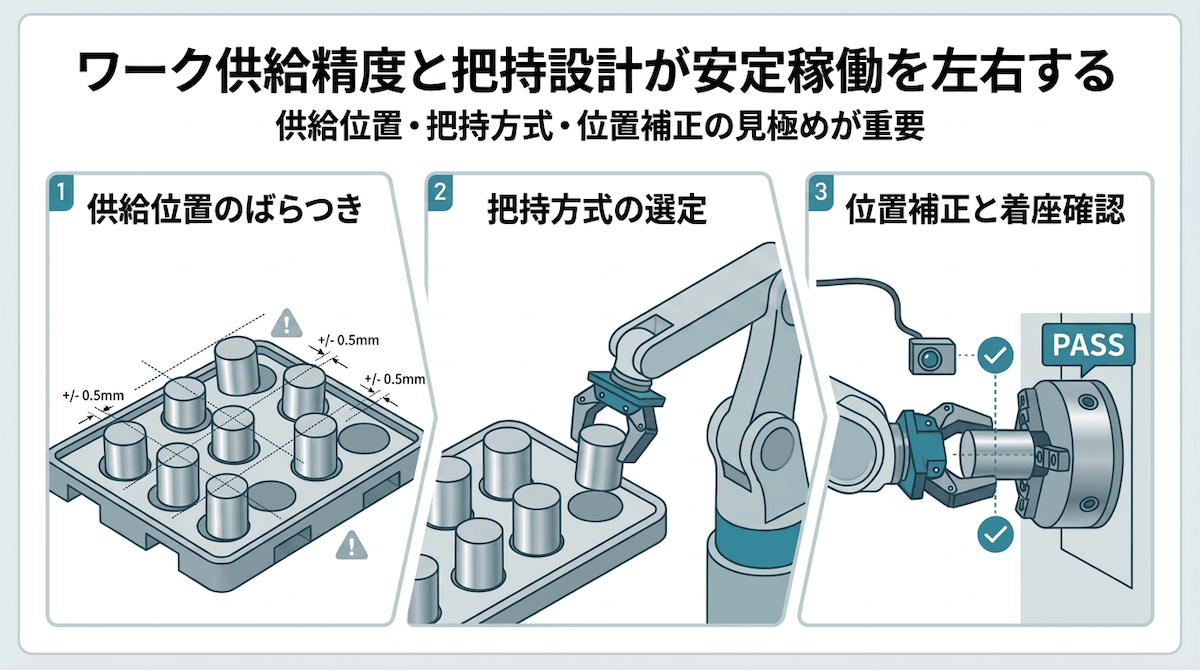
ワークの供給位置がわずかにずれるだけで、チャックへの着座不良や加工精度の悪化につながります。トレーやパレットに整列されたワークでも、積み方のばらつきやトレー自体の寸法誤差によって位置ずれは発生します。ハンドや治具がワーク形状に合っていない場合も、把持ミスやセット不良の原因になります。
供給方法・ハンド設計・位置補正の要否を、導入前の段階でセットで検討しておくことが回避策の基本です。
切粉・クーラント対策を自動化範囲に含める
切削加工では切粉やクーラントが大量に発生しますが、この環境要因がマシンテンディングに与える影響は過小評価されがちです。チャック面への切粉の噛み込みは着座不良を引き起こし、クーラントの飛散はセンサーの誤検知やロボットの故障原因になります。
エアブローや清掃工程を自動化の範囲に含めて設計することが、安定稼働のために欠かせません。
既存設備との通信連携は事前確認が必須
ロボットと工作機械を連動させるには、チャック開閉・扉開閉・加工完了・異常停止などの信号をやり取りする必要があります。しかし、既存の工作機械では外部I/Oインターフェースが限定的な場合があり、信号が取り出せないと自動化そのものが成立しません。
導入検討の最初期に、加工機側の通信仕様を確認しておくことが最も重要な事前確認項目です。
ティーチング工数と段取り替え負荷を見落とさない
多品種少量生産の現場では、品種が変わるたびにロボットのティーチングやハンド交換、治具の段取り替えが発生します。この工数を過小評価したまま導入すると、段取り替えに時間を取られ、期待した稼働率が得られないという事態に陥ります。
品種数と切り替え頻度から、再ティーチングや段取り替えにかかる工数を事前に見積もっておくことが重要です。
周辺機器は増やすほど良いとは限らない
ストッカー、ビジョンセンサー、エアブロー装置、計測装置と、自動化の設計を進めるほど周辺機器の候補は増えていきます。しかし、機器を追加するほどシステムの複雑さが増し、故障点の増加やメンテナンス負荷の上昇につながります。また、異常停止後の復帰手順や安全対策の設計を後回しにすると、実運用で大きな問題になることも。
自動化の目的に対して本当に必要な機器だけを選定し、安全設計まで含めた全体構成を検討することが重要です。
通信機能のないアナログな旧型設備であっても、独自の技術によりロボットと連携させ、最新の戦力へと蘇らせることが可能です。現場のレイアウトや既存の資産を活かした、最適な自動化の方法は下記よりご確認ください。
ワーク供給精度と把持のズレで失敗しないための注意点
マシンテンディングの自動化において、最初につまずきやすいのがワーク供給と把持の精度に関する問題です。加工精度や稼働率に直結する領域でありながら、ロボット本体の選定に意識が向きがちな検討初期では見落とされやすい論点でもあります。
この章では、供給精度と把持に関する注意点を以下の3つに分けて整理します。
- 供給位置のばらつきが着座不良を招くリスク
- ハンドや治具の不適合が把持ミスの原因になるケース
- ビジョンや位置補正が必要なラインの見極め方
まず、よくある失敗パターンとその原因・回避策を以下の表にまとめます。
| 失敗パターン | 主な原因 | 回避策 |
|---|---|---|
| チャックへの着座不良が頻発する | トレーやパレット上のワーク位置がばらついている | 供給側の位置精度を実測し、許容範囲を超える場合はビジョン補正を検討する |
| ロボットがワークを掴み損ねる | ハンドの把持方式がワーク形状に合っていない | ワーク形状ごとに把持方式の適合性を事前検証する |
| 品種切り替え後にセット不良が増える | 品種間の寸法差をハンド・治具設計に反映できていない | 品種ごとの寸法差を一覧化し、共通化と専用対応の範囲を切り分ける |
| 位置補正を入れたのに精度が安定しない | ビジョンセンサーの選定が現場条件に合っていない | 2Dと3Dの使い分けを供給状態に応じて判断する |
それでは、3つの注意点について、順番に見ていきましょう。
供給位置のばらつきが着座不良を招く
ワークがトレーやパレットに整列されていても、供給位置が完全に一定とは限りません。トレー自体の寸法公差、段積み時のずれ、作業者によるセットのばらつきなど、微小な位置ずれは複数の要因で発生します。この位置ずれがロボットの把持位置に伝播すると、チャックや治具へのセット精度が低下し、着座不良や加工寸法の狂いに発展します。
回避策として有効なのは、導入前に供給側の位置ばらつきを実測しておくことです。トレーにワークを実際にセットした状態で位置の再現性を確認し、ロボットの位置決め精度の許容範囲内に収まるかどうかを判断します。許容範囲を超える場合は、ビジョン補正の導入を前提に設計を進める必要があります。
ハンドや治具の不適合が把持ミスの原因になる
ロボット本体の選定には時間をかけても、ハンド(グリッパー)の設計が後回しになるケースは少なくありません。しかし、ワークに直接触れるハンドこそが把持の安定性とセット精度を左右するとても重要な要素です。
薄肉ワークを外径把持で変形させてしまう、油膜で滑りやすいワークに把持力だけで対処しようとする、加工前後でワーク形状が変わるのに同一ハンドで対応しようとするといったパターンが、把持ミスの典型的な原因です。回避策は、ワーク形状・素材・表面状態を事前に整理し、把持方式の適合性を検証すること。可能であれば実ワークを使ったハンドリングテストを導入前に実施しておくと、量産時のトラブルを大幅に減らせます。
ビジョンや位置補正が必要なラインを見極める
ビジョンセンサーによる位置補正は供給精度の問題を解決する有効な手段ですが、導入すればシステムの複雑さとコストは確実に増加します。
判断基準はワークの供給状態で切り分けるのが実務的です。整列供給で位置精度が安定していれば固定ティーチングで対応できる可能性が高く、ばら積みからの取り出しや品種切り替えでワーク位置が変動する場合はビジョン補正が現実的な選択肢になります。
避けたいのは「念のためビジョンを入れておく」という判断です。ビジョンの追加は照明調整やパラメータチューニング、メンテナンス工数の増加も伴います。供給側の位置精度を先に改善し、それでも不足する場合にビジョンで補うという優先順位で検討するのが、システム全体の信頼性を高めるアプローチです。
切粉・クーラント環境で見落としやすい注意点

切削加工の現場では切粉やクーラントが大量に発生しますが、この環境要因がマシンテンディングに与える影響は過小評価されがちです。人手作業であれば作業者がその都度判断して清掃や拭き取りを行えますが、自動化ではこれらの対処もシステムに組み込む必要があります。
この章では、切粉・クーラント環境に関する注意点を以下の3つに分けて整理します。
- 切粉の付着・噛み込みによる着座不良と精度低下
- ロボット・ハンド・センサーの耐環境性
- エアブローや清掃工程の自動化範囲への組み込み
切粉・クーラント環境で発生しやすいリスクを以下にまとめます。
- チャック面への切粉噛み込み:着座不良を引き起こし、加工精度の悪化やワーク飛散の原因になる
- ワーク表面へのクーラント残留:ハンドの把持が滑りやすくなり、セット位置がずれる
- センサーへの切粉・液滴付着:着座確認センサーやビジョンセンサーが誤検知を起こす
- ロボット関節部への浸入:防水・防塵性能が不十分な場合、ロボット本体の故障につながる
- トレーやストッカーへの切粉堆積:供給側のワーク位置精度が徐々に悪化する
それでは、順番に見ていきましょう。
切粉の付着や噛み込みが着座不良と精度低下を招く
切粉に起因するトラブルの中でもリスクが大きいのが、チャック面への噛み込みによる着座不良です。チャック爪とワークの間にわずかな切粉が残っただけで、ワークの着座位置がずれ、加工精度の悪化や最悪の場合はワーク飛散につながります。
人手作業であれば作業者がエアガンで都度清掃しますが、自動化ではこの清掃動作をシーケンスに組み込まなければ対処できません。回避策としては、ワーク取り出し後のチャック面へのエアブロー工程をサイクルに含めること、加工プログラム内でクーラント噴射による切粉排出を行うこと、着座確認センサーで異常を検知した場合に自動で再清掃するリトライ動作を設計しておくことが挙げられます。
ロボット・ハンド・センサーの耐環境性を確認する
切粉やクーラントが飛散する環境では、ロボット本体やハンド、センサー類の耐環境性能が稼働の安定性を左右します。
特に確認すべきは、ロボット本体のIP規格(防水・防塵等級)です。クーラントが直接かかる位置にロボットを設置する場合は、IP67相当の防水性能が求められるケースがあります。ハンドについても、爪やシリンダー部分に切粉が侵入しやすい構造であれば、カバーの追加やエアパージ(圧縮空気による異物侵入防止)の対策が必要です。ビジョンセンサーや着座確認センサーは、レンズ面や検知面への液滴・切粉付着で誤検知が起こりやすいため、設置位置の工夫や定期清掃の仕組みをあらかじめ検討しておく必要があります。
エアブローや清掃工程の自動化は十分な検証が必要
加工前後のエアブローや清掃を人手のまま残すと、作業者が機械前に張り付く必要が生じ、省人化効果が薄れます。そのため、清掃工程も自動化の範囲に含めたいところですが、切粉の除去は自動化の中でも特に難易度が高い領域です。
同じ加工条件でも切粉の付着位置は毎回一定ではなく、湿度や静電気で付き方が変化します。大きな切粉は画像処理で検知しやすいものの、微細な粉状になるとセンシングやカメラでの判定が困難なケースも少なくありません。
そのため、清掃工程の自動化を検討する際は、実機での検証に十分な時間を確保し、加工条件や環境変化の影響を繰り返しテストしたうえで、自動化する範囲と人手で対応する範囲を切り分けることが重要です。
既存設備との通信連携でつまずきやすい注意点
マシンテンディングの自動化では、ロボットと工作機械が信号を介して連動する必要があります。しかし、既存設備の通信仕様は機種や導入時期によってまちまちであり、事前確認が不十分なまま進めると後戻りコストが大きくなりやすい領域です。
この章では、通信連携に関する注意点を以下の4つに分けて整理します。
- 外部I/Oや状態信号の取り出し可否
- 古い工作機械での配線改造の必要性
- 加工開始・完了・異常停止の信号設計
- 扉開閉やクランプ連動のタイミング設計
それでは、順番に見ていきましょう。
外部I/Oや状態信号を取り出せるか最初に確認する
通信連携の検討で最初に確認すべきは、工作機械から外部信号を取り出せるかどうかです。比較的新しい機種であれば外部信号用のコネクタや予備I/Oポートが標準装備されていることが多い一方、導入から15年以上経過した旧型機ではインターフェースが限定的、あるいは存在しないケースもあります。
外部信号が取り出せなければロボットとの連動が根本から成り立たないため、この確認は自動化検討の最初期に行う必要があります。
古い工作機械では配線改造が必要になることがある
外部I/Oが不足している場合でも、配線改造やI/Oユニットの追加で対応できるケースがあります。ただし、以下の3点に注意が必要です。
- メーカー保証への影響:承認なしの制御盤内配線変更は保証対象外になる場合がある
- NCバージョンによる制約:同一機種でもソフトウェアバージョンによって利用可能な信号の数や種類が異なる
- 改造コストとの比較:改造が大がかりになる場合は、新規設備への更新と長期的な投資対効果を比較検討すべき
改造の前に工作機械メーカーへ相談し、推奨される方法や制約事項を確認しておくことが手戻り防止に有効です。
加工開始・完了・異常停止の信号設計を曖昧にしない
ロボットと工作機械の連動で特にトラブルになりやすいのが、加工開始・完了・異常停止に関する信号設計の曖昧さです。
| 信号 | 曖昧にした場合のリスク |
|---|---|
| 加工開始 | ワーク固定が不完全なまま主軸が回転し、ワーク飛散や加工不良が発生する |
| 加工完了 | ロボットが加工中に取り出し動作を始め、工具やチャックと干渉する |
| 異常停止 | 片方の異常がもう片方に伝わらず、二次的な事故や設備破損につながる |
回避策は、各信号について「誰が出すか・誰が受けるか・完了確認をどう返すか」を明確に定義し、タイムチャートに落とし込んで検証することです。特に異常停止後の復帰シーケンスは導入時に後回しにされやすい項目ですが、実運用では最も頻繁に対応が求められる場面のため、設計段階で手順を確定させておく必要があります。
扉開閉やクランプ連動はタイミング設計まで詰める
扉の自動開閉やチャック・クランプの連動は、信号の接続だけでなく動作タイミングの設計まで詰める必要があります。扉が完全に開く前にロボットが進入すれば干渉事故が起き、チャックが閉じきる前に加工が始まればワーク飛散のリスクが生じます。
基本となるのは、各動作の完了を確認してから次の動作に進む「ハンドシェイク方式」の制御設計です。指令信号を送るだけでなく、相手側から完了信号が返ってきたことを確認して次のステップへ進む手順を、すべての連動動作に対して一貫して適用することが安定稼働の前提になります。
ティーチング工数と周辺機器構成の注意点
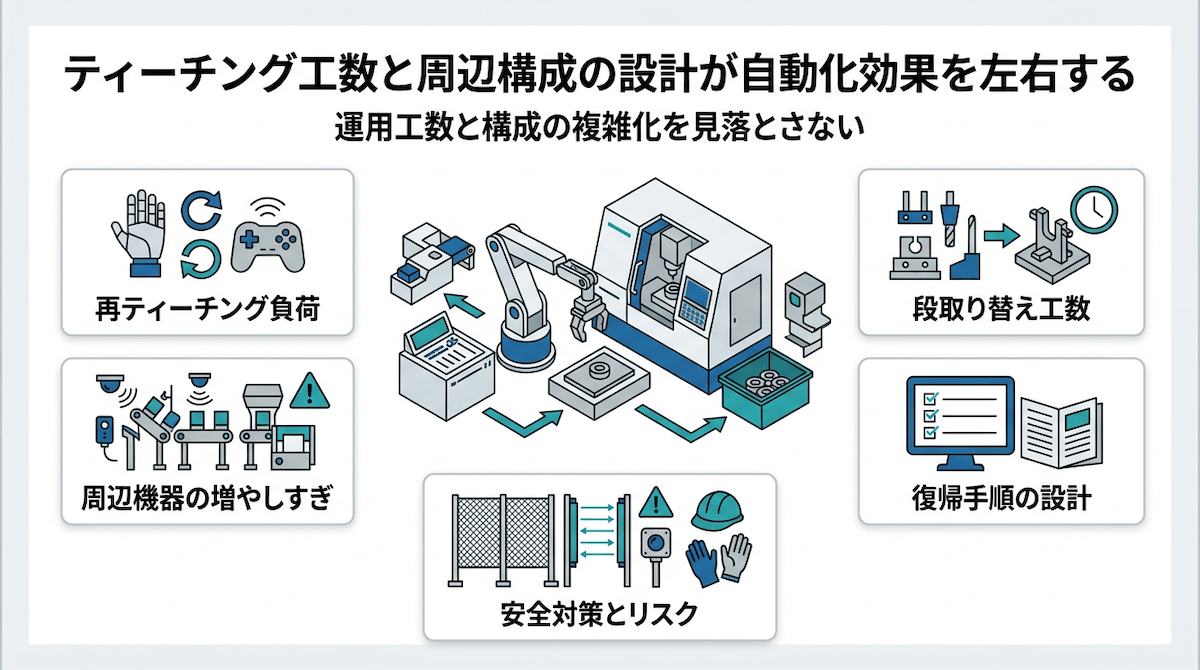
マシンテンディングの自動化は、ロボットの動作や信号連携だけでなく、日々の運用にかかる工数やシステム全体の複雑さにも目を向ける必要があります。特に多品種少量生産の現場では、品種切り替えのたびに発生するティーチングや段取り替えの負荷が、自動化の効果を大きく左右します。
この章では、運用工数と周辺構成に関する注意点を以下の5つに分けて整理します。
- 多品種少量生産では再ティーチング負荷が膨らみやすい
- 段取り替え時にハンド交換や条件調整が頻発しないか確認する
- ストッカー・ビジョン・治具の増やしすぎで構成を複雑化させない
- 異常停止後の復帰手順まで含めて設計する
- 安全対策とリスクアセスメントを後回しにしない
それでは、順番に見ていきましょう。
多品種少量生産では再ティーチング負荷が膨らみやすい
多品種少量生産の現場でマシンテンディングを自動化する場合、品種が変わるたびにロボットのティーチング(動作教示)を切り替える必要があります。品種数が多いほどティーチングプログラムの数は増え、新規品種の追加時には都度教示作業が発生します。
この負荷を事前に見積もっておかないと、「自動化したのに段取り替えで毎回時間を取られる」という状態に陥ります。回避策としては、品種ごとの動作差分を最小化できるプログラム構成にしておくこと、ダイレクトティーチング対応の協働ロボットを選定して現場担当者レベルで教示できる運用体制を整えることが挙げられます。
段取り替え時にハンド交換や条件調整が頻発しないか確認する
ティーチングの切り替えに加えて、品種変更時にハンドの交換や治具の段取り替え、エアブロー条件の調整などが毎回必要になる場合、段取り替えの総工数はさらに膨らみます。
| 段取り替え項目 | 工数が膨らむ要因 | 回避策 |
|---|---|---|
| ハンド交換 | 品種ごとに専用ハンドが必要な設計 | 複数品種に対応できる汎用ハンド、またはクイックチェンジ機構を検討する |
| 治具の段取り替え | 治具の固定位置や形状が品種ごとに異なる | 共通ベースに交換式の位置決め部品を組み合わせる構成にする |
| 動作条件の調整 | 把持力・エアブロー時間・ロボット速度の変更が必要 | 品種ごとの条件をプログラムにパラメータ化し、切り替え時に自動反映させる |
導入前に品種数と切り替え頻度を一覧化し、段取り替え1回あたりの総工数を見積もっておくことが重要です。
ストッカー・ビジョン・治具の増やしすぎで構成を複雑化させない
自動化の設計を進めると、ストッカー、ビジョンセンサー、エアブロー装置、計測装置、不良品排出シュートと周辺機器の候補は次々と増えていきます。しかし、機器を追加するほど故障点が増え、メンテナンス負荷とコストも上昇します。
回避策は、自動化の目的に対して本当に必要な機器だけを選定することです。ビジョンがなくても供給側の位置精度で対応できるのであれば省略する、エアブローも切粉の発生量が少なければ不要と判断する、といった取捨選択がシステム全体の信頼性を高めます。初期は最小構成でスタートし、実運用で不足が判明した機器を段階的に追加するアプローチが現実的です。
異常停止後の復帰手順まで含めて設計する
異常停止後の復帰手順は、導入時に後回しにされやすい項目の一つです。しかし、実運用では設備の異常停止は一定頻度で発生するため、復帰手順が未整理のまま稼働を始めると、停止のたびに現場が混乱し長時間のダウンタイムにつながります。
設計段階で明確にしておくべき項目は、異常発生時にロボットと加工機のどちらを先に復帰させるか、復帰時のロボット原点復帰手順、加工室内にワークが残っている場合の処理フロー、復帰後のサイクル再開条件の4点です。これらを手順書として文書化し、現場オペレーターが迷わず対応できる状態にしておくことが、実稼働率の維持に直結します。
安全対策とリスクアセスメントを後回しにしない
マシンテンディングの自動化では、ロボットの動作範囲に作業者が立ち入るリスクが常に存在します。安全柵やライトカーテンの設置、非常停止回路の設計、リスクアセスメントの実施は導入プロジェクトの後半に回されがちですが、後から安全対策を追加すると設置スペースの不足やレイアウト変更が発生し、大幅な手戻りにつながります。
協働ロボットであれば安全柵が不要なケースもありますが、ワークの重量や動作速度、ハンドの形状によってはリスクアセスメントの結果、追加の安全対策が求められる場合があります。安全設計は導入検討の初期段階からレイアウトと並行して進めることが、手戻りを防ぐための基本方針です。
マシンテンディング導入ガイド 資料ダウンロード
マシンテンディングの導入をお考えの方へ。基礎知識、導入スケジュール、費用対効果を解説。導入成功のポイントがわかるガイドです。(全14ページ)
まとめ|マシンテンディングの導入前には、注意点を把握して失敗を回避しよう!自動化のご相談はTMCシステムへ

本記事では、マシンテンディングの導入前に確認しておきたい注意点を、5つのテーマに分けて解説しました。
- ワーク供給精度と把持のズレ:供給側の位置ばらつきを実測し、ハンドの適合性検証とビジョン導入の要否判断をセットで行う
- 切粉・クーラント環境への対策:エアブローや清掃工程を自動化の範囲に含め、ロボット・センサーの耐環境性も事前に確認する
- 既存設備との通信連携:外部I/Oの取り出し可否を最初期に確認し、加工開始・完了・異常停止の信号設計をタイムチャートで検証する
- ティーチング工数と段取り替え負荷:品種数と切り替え頻度から再ティーチングや段取り替えの総工数を事前に見積もる
- 周辺機器構成と安全設計:周辺機器は最小構成から始め、安全対策とリスクアセスメントは導入検討の初期段階から並行して進める
マシンテンディングの自動化で起こりやすい失敗の多くは、ロボット本体の性能ではなく、その周辺にある確認不足や設計の抜け漏れに起因します。本記事で整理した注意点を、ベンダーへの相談前に自社で確認すべきチェックリストとして活用いただければ幸いです。
TMCシステムでは、マシンテンディングの自動化に関するご相談を承っております。
「自社の設備で自動化が成立するか事前に確認したい」「通信連携や安全設計の進め方を相談したい」など、検討段階からのお問い合わせも歓迎です。お気軽にTMCシステムまでご相談ください。