製造業の担当者は知っておきたい!遠隔監視システムのメリット7選

目次
多品種少量生産や24時間稼働が当たり前となり、製造現場は複雑化の一途をたどっています。わずかなトラブルでもライン停止につながり、人手不足や厳格な品質基準への対応に限界を感じている担当者も多いのではないでしょうか。
こうした課題を解決する方法のひとつが、工場の設備や稼働データをオンラインで見守る「遠隔監視システム」です。異常を素早く検知し対処できるため、人員コストを抑えつつ生産性向上や品質維持を実現する可能性があります。
本記事では、自動車部品や食品・医薬品など多様な業界で活用できる「遠隔監視システムのメリット」と導入のポイントを解説します。
なぜ今、工場で遠隔監視システムの導入が加速しているのか?
いま遠隔監視システムが製造業で注目される理由は、多品種少量生産やISO9001・IATF16949・HACCP・GMPといった厳格な基準への対応が求められ、人手不足による24時間監視の負担が限界に近づいているからです。
従来の「人の目と足」による点検では、リスクが増大しコストもかさむため、大切な設備をオンラインでモニタリングし、異常時に自動アラートを出す仕組みへの期待が急速に高まっています。
自動車部品工場ならダウンタイムの大幅削減、食品・医薬品なら温湿度管理やトレーサビリティの確保が容易になるなど、遠隔監視のメリットは多岐にわたります。こうした省人化と品質確保を同時に実現できる点こそが、製造業のDX戦略において遠隔監視システムが不可欠とされる大きな理由です。
次の章では、遠隔監視システムの導入によって得られる具体的なメリットを紹介していきます。
用語解説
ISO9001: 国際規格の品質マネジメントシステム。顧客満足と継続的改善を重視。
IATF16949: 自動車産業向け品質規格。工程管理や不良削減など厳格な基準。
HACCP: 食品衛生管理手法。危害の予測・予防を徹底する安全基準。
GMP: 医薬品製造の品質管理基準。衛生環境と工程管理を厳守する。
工場遠隔監視システムの導入メリット【7選】
遠隔監視システムの導入を検討する際、まずは「どんなメリットがあるのか」を把握しておきたいですよね。ここでは、遠隔監視システムの代表的なメリットを整理して紹介します。
遠隔監視システムの代表的なメリットは、次の7つです。
- 24時間365日、無理なく設備を監視可能
- 迅速な異常検知とトラブル削減
- 製造現場の衛生・品質管理の強化
- ノウハウのデータ化で属人化を防ぐ
- 人員配置と作業効率を最適化
- コスト削減・ROIを明確にしやすい
- トレーサビリティ強化と規格対応も可能
次章からは、これら7つのメリットについて、より具体的な導入シーンを交えながら順に見ていきましょう。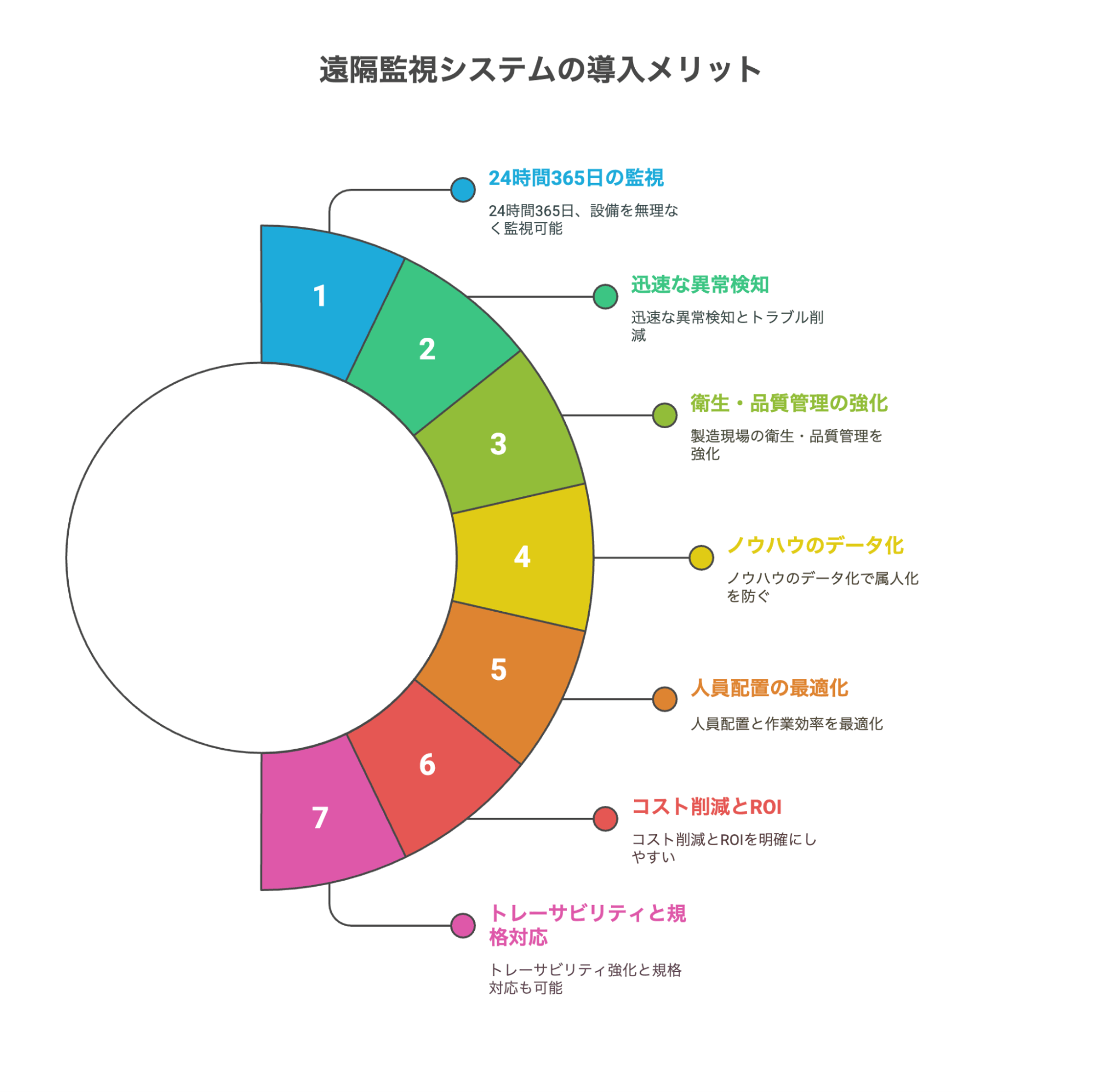
メリット1. 24時間365日、無理なく設備を監視可能
夜勤や休日にわたる監視は、多品種少量生産を行う工場ほど大きな負担になりがちです。遠隔監視システムを導入すれば、センサーやカメラが稼働状況をオンラインで一元的に見守り、異常時には自動アラートが飛ぶため、深夜シフトや予備人員を大幅に削減できます。
自動車部品のように、ライン停止がそのまま大きな損失につながる業界では、夜間にトラブルが起きても現場に駆けつける必要が減り、結果として作業者の疲弊や人的ミスが抑えられるのです。
さらに、休日の遠隔監視が整備されると、普段と違う負荷がかかりやすいメンテナンス時や突発的な異常にも即座に対応が可能になります。たとえば、温度異常や振動数値の逸脱をシステムが検知すれば、担当者が自宅にいてもスマホで状態を確認し、初動対応を指示できます。こうしたいつでも見守れる安心感こそ、遠隔監視ならではの強みです。
メリット2. 迅速な異常検知とトラブル削減
ラインのダウンタイムを左右するのは、異常発生から早いタイミングで検知できるかです。センサーやカメラを通じてリアルタイムに変調を検知できる遠隔監視システムでは、ベアリングの劣化やモーターの温度上昇など、ごく小さな前兆を即座に察知し、担当者へ通知できます。
食品加工ラインの冷却工程を例にすると、わずかな温度上昇を見逃したまま稼働を続ければ、多量の製品が廃棄対象になりかねません。航空部品でも微細なズレを放置すると、仕上がり精度の低下や機械破損を招きます。
遠隔監視によって見逃しを減らすことで、通常なら大事に至る前に手を打つことができて、結果として修繕コストや時間ロスを最小限に抑えられるのです。
メリット3. 製造現場の衛生・品質管理の強化
食品や医薬品分野では、HACCPやGMPといった厳格な基準に沿ったモニタリングが義務づけられています。遠隔監視システムがあれば、工場内の温湿度や清浄度、滅菌装置の稼働データなどを自動取得し、異常や記録漏れを削減できます。
医薬品製造ラインでは、無菌環境の維持が最重要課題になりますが、センサーが検知する微細な気圧変動や温度変化をリアルタイムで追えるため、外部監査でも正確なデータを提示できます。
食品加工でも、冷却や加熱工程の履歴をしっかり残すことで衛生トラブルやクレームを抑えられ、万一の回収時も原因追跡がスムーズです。こうした品質管理の強化が、顧客や取引先からの信頼向上にもつながります。
メリット4. ノウハウのデータ化で属人化を防ぐ
工場内では、熟練者ならではの勘や暗黙知に頼った運用が根強く残っていることが多いです。遠隔監視システムによって稼働データが記録されるようになると、これまで人だけが感知していた微妙な異常やタイミングを数値化し、誰が見ても再現可能な知見へと変えることができます。
特に、自動車部品など精密作業が多い現場では、担当者が変わると品質が激しくブレるリスクがありますが、統計的に積み上げたデータを共有すれば、全員が同水準で作業に取り組む基盤が整います。これにより、離職や担当の異動が発生してもノウハウが失われにくくなり、組織としての生産性が安定化しやすくなるのです。
メリット5. 人員配置と作業効率を最適化
監視をシステムに置き換えることで、人手をより付加価値の高い業務に割り振れるようになります。
たとえば、複雑な検査や改善タスクにベテランスタッフをフォーカスさせ、監視業務はセンサーとカメラが自動で行うという体制を構築できれば、人的ミスも減り生産効率が上がります。食品工場でも、定期巡回や温度チェックに費やしていた時間を削減できれば、ライン改善や製品開発のプロジェクトに人員を回すことが可能です。
こうして、現場の稼働実態をリアルタイムに把握しながらリソースを最適に配置できる点が、業績向上や働き方改革のきっかけをつくるという意味で大きな意義を持ちます。
メリット6. コスト削減・ROI(費用対効果)を明確にしやすい
遠隔監視システムの導入には初期投資が必要ですが、夜勤や作業ミスが起こるたびに発生していた追加コストを抑制したり、設備トラブル自体を事前回避しやすくなることで、総合的なコストダウンが期待できます。特に、ライン停止が長引くと生産計画や納期に大幅な影響が出る業界では、大きなROIが期待できるでしょう。
製造ラインが一度停止してしまうと、ライン再起動や不良品処理に時間がかかりますが、離れた場所からでも異常の予兆を捉えられれば軽微な修繕や調整で乗り切れるため、結果的に導入コストを短期間で回収できる可能性もあるのです。社内説明や稟議を通す際に、こうしたコスト面でのメリットを示せるのは心強い材料となるでしょう。
メリット7. トレーサビリティ強化と規格対応も可能
製造業にはIATF16949やISO9001、食品・医薬品業界にはHACCPやGMPなど、追跡可能性や品質保証に厳しい基準が課されています。遠隔監視システムが稼働状況を常時記録し、異常や停止履歴を時系列で残すことで、万一のクレームや監査でも根拠を示しやすくなります。
例えば、医薬品の製造工程で特定ロットに問題が起きた場合でも、どの時間帯にどんなデータを取得していたかが明確なら、トラブルの原因を素早く突き止められ、リコール範囲を最小化できます。
食品でも、加熱や冷却工程のログを自動取得することで、後々のトラブル把握や問い合わせ対応で「データがなく推測しかできない」という事態を回避しやすいのです。こうしたトレーサビリティの高度化こそ、顧客や監査機関からも評価を得る大きなポイントとなります。
このように、遠隔監視システムを導入するメリットは、監視の効率化だけで終わらない点が特徴的です。人の作業負担を減らす、省人化を進める、品質と安全基準を底上げするなど、多方面にわたる効果が期待できます。こういった理由から、製造業の現場にとって、遠隔監視システムは魅力的な選択肢として注目されています。
導入のポイント&製品・ベンダーの選び方
遠隔監視システムを導入するうえで重要なのは、「自社の現場課題を明確に把握し、その課題解消に直結するシステムを選ぶ」ことです。どんなに優秀な製品でも、目的が定まらないまま導入すると、費用対効果が思ったほど得られないケースがあります。
ここでは、最初に現場ヒアリングを徹底し、そのうえでシステム比較のチェックリストや運用コスト・サポート体制の視点を整理しましょう。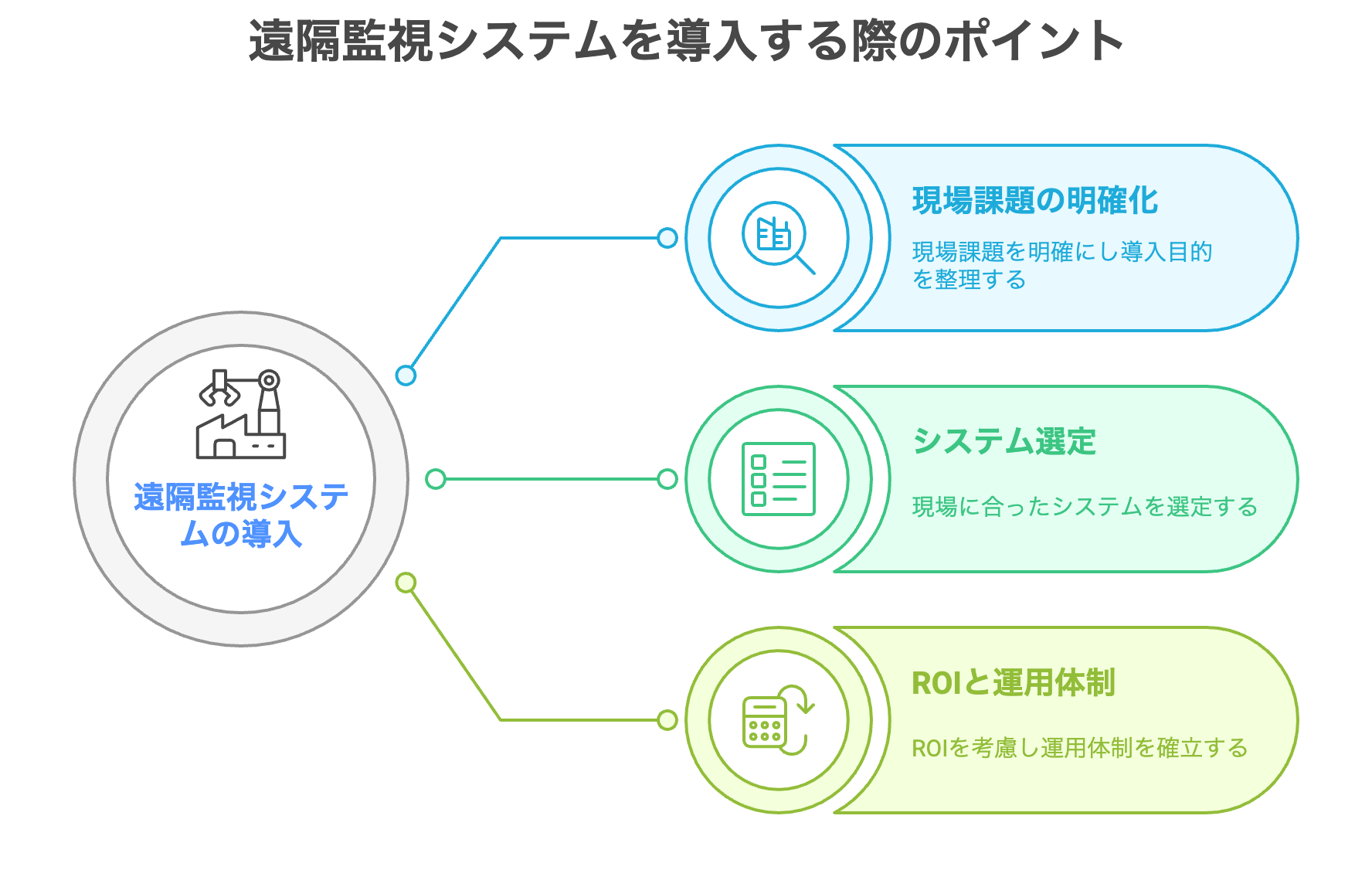
導入のポイント1. 現場課題の洗い出しと導入目的の整理
高い投資効果を狙うなら、導入前のヒアリングで「どの工程がネックになっているのか」「何を最優先に改善したいのか」を明確化することが重要です。
導入の目的が違えば必要なセンサーや監視項目も変わってきます。夜勤や休日の負担を減らすのか、不良品の出荷を減らすのか、あるいは品質規格(HACCP、GMP、IATF16949など)の遵守を徹底するのか。まずは現場の課題と導入目的を整理してみましょう。
例として、食品事業の工場であれば温度・湿度の監視が特に重要になり、医薬品の生産ラインでは無菌環境の維持が鍵となる場合が多いでしょう。一方、自動車部品のようにミクロン単位の誤差が品質問題につながる現場では、振動や回転数の微妙な変化をキャッチする仕組みの整備が不可欠です。
こうした要素を事前に洗い出したうえで、下記のような質問を自社チーム内で共有すると整理しやすくなります。
現場ヒアリング用・目的整理シート(一例)
| 確認項目 | 記入例 |
|---|---|
| 工程で起きやすいトラブル | 夜間の冷却装置トラブル、作業者の巡回漏れ、計測ミスなど |
| どのKPIを改善したいか | ダウンタイム削減率、不良率、夜勤コスト、HACCP監査時の手間削減 |
| 特に注意すべき作業環境・条件 | 無菌環境、高温多湿エリア、粉塵や油煙が発生する場所など |
| 必要なセンサー・計測項目の候補 | 温度、湿度、振動、電流値、カメラの可視範囲など |
| 現場担当者が抱えている他の課題 | シフト管理負担、属人化の多さ、ベテラン退職によるノウハウ不足など |
こうしたシートを活用して、遠隔監視システムの導入を検討する前に、まずは現場の課題や改善すべき点を把握することが大切です。導入のゴールや優先度が確立すれば、システム導入後に「思っていたものと違う」というミスマッチを防ぎやすくなるでしょう。
導入のポイント2. 現場に合ったシステムの選定
自社の課題や目的が明確になったら、次は実際の製品やベンダーを比較検討する段階に入ります。
ここでは、セキュリティや通信方式などの基本要件だけでなく、UI(ユーザーインターフェース)の操作感や防塵・防水性能、クラウド連携など、多角的な視点を押さえることが大切です。その中でも、システム効果を最大化するためのポイントは、「導入後に現場スタッフが快適に使いこなせるか」です。
比較検討の際に、以下のような簡易チェックリストを用意すると便利です。
比較検討時のチェックリストの例
| チェック項目 | 説明・確認ポイント | 評価 (◎○△) |
|---|---|---|
| 操作性・UI | 管理画面がわかりやすいか、現場スタッフが直感的に使えるか | |
| セキュリティ・通信方式 | データ暗号化、VPN対応、5G/有線LANなど工場インフラとの相性 | |
| 防塵・防水性能 | 製造環境の粉塵や水分、清浄度レベルに耐えられるか | |
| クラウド・オンプレ選択 | 外部クラウドで一括管理 or 自社サーバーで制御 などの運用方針 | |
| 拡張性・他システム連携 | MES/ERPシステムやロボット制御との連携余地がどの程度あるか | |
| メンテナンス・保守体制 | ベンダーのサポート範囲、緊急対応の可否、定期更新費用 |
このように細分化して評価をつけることで、各ベンダー・システムが自社の工場環境やニーズにどれほどマッチしているかを客観的に判断しやすくなります。
導入のポイント3. ROI(費用対効果)の考え方と導入後の運用体制
導入コストだけに目を向けると、ランニングコストやトラブル対応のサポート体制を軽視しがちです。
しかし、遠隔監視システムは導入後もバージョンアップやメンテナンスが発生する可能性があるため、結局は月額や保守契約の条件が大きな差を生むことも珍しくありません。長期的な視野でROIを追求するなら、導入時にどのようなサポートメニューが用意されているかを必ずチェックしておきましょう。
たとえば、もし突発障害が起きたときにヘルプデスクやリモート操作で即対応できる体制があれば、復旧時間を短縮して生産ロスを抑えられます。逆に、サポートが薄く、実質的に現場任せになるケースだと、数時間~数日レベルでライン停止を強いられるリスクもあります。したがって、初期導入費が安価に見えても、サポート内容が充実していないシステムを選ぶのは、結果的に企業の信頼を付けてしまう恐れがあるわけです。
遠隔監視システムの導入では、「現場ヒアリングを通じた導入目的の明確化」「システム比較のチェックリスト活用」「運用コストやサポート含めたロングスパンでの費用評価」の3ステップをしっかり踏むことで、導入後の不満やトラブルを大きく減らせます。
次は、具体的な活用イメージをつかむため、業界別の導入例を見ていきましょう。
遠隔監視システムの導入例3選
「どの業界でも導入イメージを掴みやすい具体例」を知ると、遠隔監視システムが自社の現場でどのように役立つかをイメージしやすくなります。ここからは、自動車部品、食品、そして医薬品関連の3ケースを取り上げ、それぞれの現場課題をどう解決できるかを説明していきましょう。
ケース1:自動車部品工場のロボットライン監視
生産リードタイムの短縮と高精度な組付けが求められる自動車部品工場では、溶接ロボットや塗装ブースの安定稼働が生産効率を大きく左右します。
このような現場に、ロボットの動作データや温度・振動をリアルタイムで把握できる遠隔監視システムを導入すると、以下のようなメリットが期待できます。
- 深夜や休日のトラブルが発生しても、管理者が離れた場所で即座にアラートを受け取り、必要に応じてリモート操作やライン停止の指示を出せる
- 塗装ブースの温度や湿度が外れ値になった際にアラームが飛ぶため、不良品の塗装や作業環境の劣化を防ぎやすい
- ロボットごとの稼働ログを蓄積することで、消耗部品の交換タイミングを先回り把握し、想定外の停止リスクを低減
たとえば、振動数値が閾値に近づいた際に「アームのベアリング劣化が疑われる」と判断して早めにメンテナンスを実施すれば、大規模なライン停止を回避できます。
ケース2:食品加工ラインの品質監視
食品工場では、HACCPなどの遵守とともに、温度・湿度・衛生管理の徹底が求められます。遠隔監視システムを導入することで、冷却工程や加熱工程における温度変動をいち早く把握し、不良品や廃棄リスクの大幅な削減が期待できます。
以下に、そのポイントをまとめました。
- 万が一の異常値に合わせてラインを一時停止し、原因を特定→迅速な再開でロスを最小化
- 清掃や殺菌が必要な工程を可視化し、適切なタイミングでのメンテナンスを実施
- 大量の温度ログをクラウドに保存し、外部監査時にも正確なデータを提示(監査準備の時間を削減)
結果として、クレームや廃棄ロス、食中毒リスクなどを食い止めながら、信頼性の高い製品を安定供給できるようになる点が大きな利点です。
ケース3: 医薬品向け製造装置の遠隔管理
医薬品業界はGMP(Good Manufacturing Practice)に準拠しなければならず、無菌環境や微生物汚染リスクへの目が厳しく向けられています。
遠隔監視システムを導入することで、施設内の温度・気圧・風量などを常時追跡でき、異常が検知されればアラートが自動送信されます。たとえば以下のようなメリットが得られます。
- 培養エリアなどの環境をリアルタイムで可視化し、最適な温度帯を維持しやすい
- 設備の履歴データをロットごとに紐付けて保存し、出荷後に問題が出た際も追跡や原因特定を素早く行える
- API連携で生産管理システムと自動交換したデータを、監査用レポートにまとめやすい
医薬品製造では、少しの環境異常が大量の不良品や取り扱い停止につながる恐れがありますが、遠隔監視によって安定稼働を確保すれば、顧客や監査機関からの信頼も高まるはずです。
これら3つのケースは、あくまで一般的な導入イメージにすぎません。しかし、どの業界においても、「常時監視」「異常検知」「ログ蓄積」という3つの柱をうまく活用することで、業務効率や品質を大きく改善できる可能性があります。次は、導入前に押さえておきたいFAQや注意点を見ていきましょう。
導入前に押さえたい・検討すべき注意点
遠隔監視システムの導入効果が高いとはいえ、実際に導入する際には不安や疑問が多いものです。以下の4つのポイントを押さえることで、システム運用後に「こんなはずじゃなかった」という事態を避けることができます。
- セキュリティ対策&リスク管理は万全か
- 社内教育・現場オペレーションの変更
- 配線/ネットワーク環境が整っているか
- 業界規格への対応と法律の遵守
それぞれ、詳しく見ていきましょう。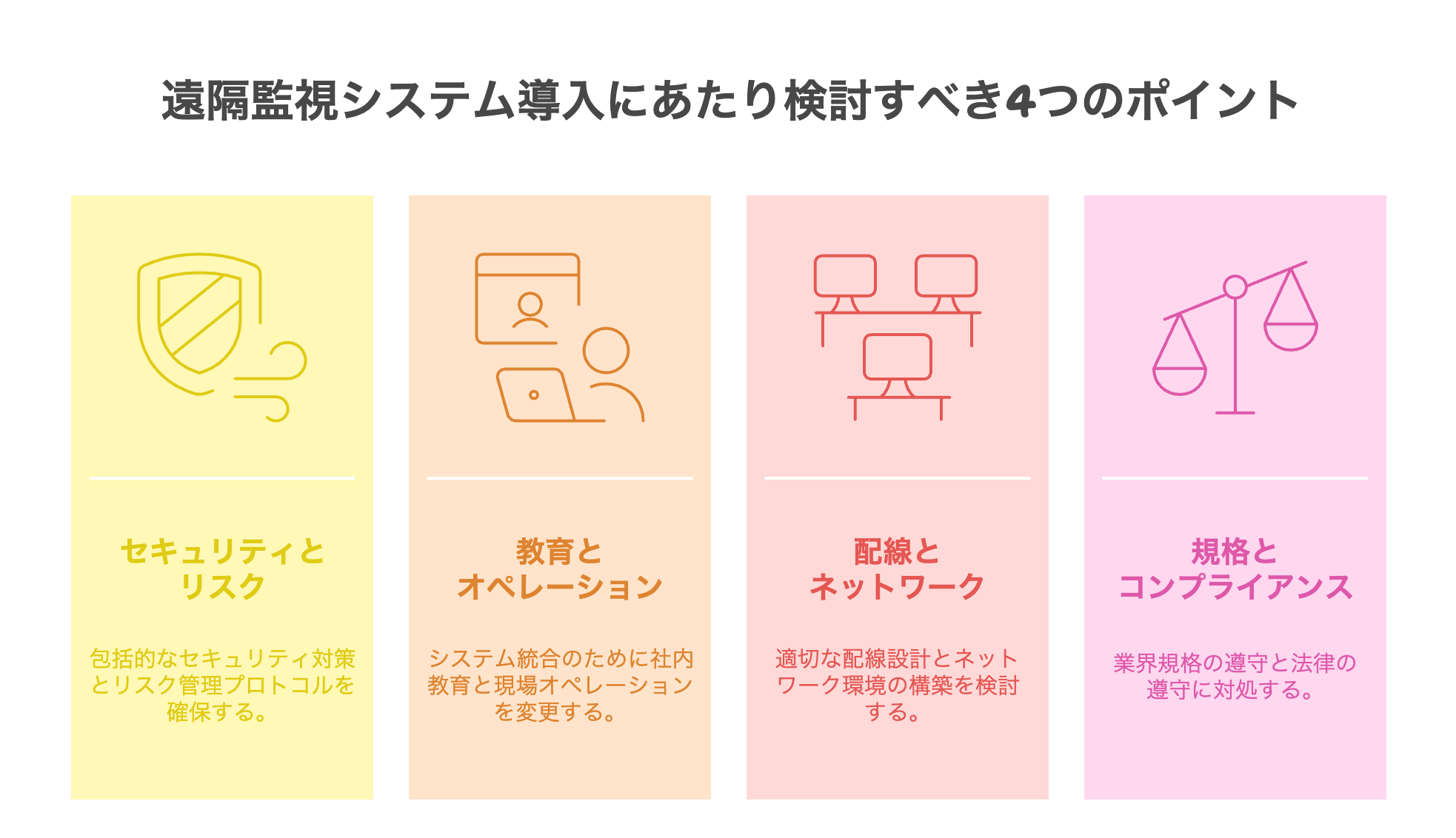
セキュリティ対策&リスク管理は万全か
遠隔監視システムでは、工場内の機密情報や稼働データをネットワーク経由で扱うため、セキュリティへの配慮が欠かせません。
注意すべき点としては、導入製品の暗号化レベルやVPN対応、協力ベンダーのセキュリティポリシーといった部分です。万が一、不正アクセスで制御系に侵入されれば、生産ラインを人為的に止められてしまうリスクや、蓄積した製造データが漏洩する可能性も否定できません。
セキュリティ対策をチェックするために、たとえば、以下の観点でシステムの比較表を作ってみることがおすすめです。
- データ暗号化(TLS/SSLなど)の有無
- VPNや専用回線での運用可否
- ファイアウォール・IDS/IPSの設定
- クラウドのセキュリティ認証(ISO27001など)
- リモート操作権限の細分化
これらを適切にチェックすることで、「もし別拠点から操作できるようにしたい」「IoTゲートウェイが社内LANに接続される際、どの程度の防御を施せるか」といったリスク管理の精度が高まります。
社内教育・現場オペレーションの変更
遠隔監視システムを導入しても、現場の作業者が操作方法やアラート対応を理解していなければ、期待する効果は出にくいでしょう。現場オペレーションに合わせて運用ルールを整備し、必要な研修を行うことが大切です。
オペレーションを整理する際には、次の点を意識してみましょう。
- システム画面の見方やアラート受信の仕組みを明確化
- 現場のリーダーや夜勤担当の役割分担を変更する
- トラブル発生時の初動マニュアルを定期的に見直す
- 「誰が/いつ/どの操作を行うか」を定義し、担当者不在時のフローもリスト化
オペレーターが新しいシステムを敬遠したり、「今までどおりの作業のほうが楽」と感じる場合も考えられます。そうならないためにも、なるべく覚えやすいUI設計を選択したり、導入フェーズで丁寧な説明会やトライアルを設けるなど、現場に寄り添った導入・運用が重要です。
配線/ネットワーク環境が整っているか
製造工場は建物が広く、鉄骨構造や多階層になっているため、通信環境が脆弱なエリアも多いのが現実です。工場や施設内には、そもそもインターネット回線やLAN回線の敷設が困難な場合もあります。
インフラの事情を踏まえずにシステムを導入すると、決定的な瞬間に通信が不安定になり、アラート情報が届かないなどの問題が発生します。あらかじめ工場内のネットワーク診断を行い、どこにアクセスポイントを設置するのか、どのセンサーからどんな情報をどの回線経由で集めるのかという設計を入念に行いましょう。
業界規格への対応と法律の遵守
「遠隔監視がログ記録の自動化を可能にし、外部監査への対応を簡易化する」点が大きな強みです。
食品や医薬品の製造現場には、HACCPやGMPなど厳格な衛生・品質基準が課されます。自動車部品の工場ではIATF16949や完成車メーカーによる品質基準といった要件を満たすことが求められます。遠隔監視システムを導入すると、下記のようなメリットが期待できます。
- 温度や湿度などのログを自動取得し、⾼頻度でバックアップ
- HACCP監査時に、ワンクリックで監査用書類を生成
- GMP適合が必要な無菌環境の温度・気圧ログをクラウドへ一元化
- ロットごとの稼働履歴を残しておけば、もし不具合が出たときでも原因と影響範囲を迅速に把握可能
このように、規格要件を満たす運用プランを予め想定し、システム選定時から標準機能や拡張性をチェックしておくと、導入後に「監査のたびにスタッフに負担が掛かる状況」を避けやすくなります。
遠隔監視システムのメリットを理解して、現場の効率化・省人化を実現!

今回は、遠隔監視システムを導入することによる代表的なメリット7選について解説しました。
- メリット1. 24時間365日、無理なく設備を監視可能
- メリット2. 迅速な異常検知とトラブル削減
- メリット3. 製造現場の衛生・品質管理の強化
- メリット4. ノウハウのデータ化で属人化を防ぐ
- メリット5. 人員配置と作業効率を最適化
- メリット6. コスト削減・ROIを明確にしやすい
- メリット7. トレーサビリティ強化と規格対応も可能
遠隔監視システムを導入して、クラウドやAIなどの先端技術と組み合わせれば、製造現場の自動化・省人化だけでなく、品質データ管理やトレーサビリティ強化など、スマートファクトリーに向けた幅広い取り組みが可能になります。
TMCシステムでは、工場や施設の遠隔監視システムを開発・構築しています。初回ヒアリングからアフターサポートまでワンストップで提供しているため、導入後の運用も踏まえたトータルでのご提案が可能です。また、拠点間接続にはVPNによる暗号化通信を使用するため、高いセキュリティ性を実現できます。
遠隔監視システムの導入に関してお困りごとがございましたら、お気軽にご相談ください。