ゲージR&Rとは?基礎知識や導入メリット、実施の手順まで解説

製造現場で「同じ部品を測っているのに数値が安定しない」「担当者が変わると判定が変わる」といった問題は、測定器の性能だけでは解決しないことがあります。原因は、測定者の操作差・測定手順の解釈差・治具の固定条件・温湿度など、測定システム全体に潜んでいるためです。
そこで役立つのが、ゲージR&R(Gage Repeatability and Reproducibility)です。ゲージR&Rは、測定器の精度だけでなく、人や手順・環境まで含めたばらつきを定量的に評価し、改善ポイントを明確にします。
本記事では、基本概念から実施手順、計算・評価の見方、つまずきやすい点と回避策までを、現場で使える形で整理して解説します。
目次
ゲージR&Rとは何か?

ゲージR&Rは、製造現場で使用される測定システムの信頼性を評価する手法です。測定器が正確に動作しているかに加え、測定者や手順の違いによるばらつきまで含めて、測定の「揺れ」を見える化します。
ゲージR&Rの基本概念
ゲージR&Rは「Gage Repeatability and Reproducibility」の略称で、日本語では「測定の繰返し性と再現性」と訳されます。Repeatability(繰返し性)は同一の測定者が同じ対象を繰り返し測定した際のばらつきを指し、Reproducibility(再現性)は異なる測定者が同じ対象を測定した際のばらつきを表します。
この2つの要素を組み合わせて分析することで、測定システム全体のばらつきを定量的に把握できます。ゲージR&Rでは、測定器自体の精度だけでなく、測定者のスキルや測定環境といった要因も評価対象です。そのため、測定システム全体の健全性を確認する包括的な手法として広く活用されています。
製造業におけるゲージR&Rの役割
測定データは、合否判定・工程管理・改善検証の土台です。測定システムの信頼性が確保されていなければ、どれだけ厳密な工程管理を行っても意味がありません。測定データに基づいて工程改善や不良品の選別を行うため、測定自体が不正確では正しい判断ができません。
ゲージR&Rを実施すると、測定システムのどこにばらつき要因があるかを切り分け、測定器点検・治具改善・手順標準化・教育など、具体策につなげられます。
また、新しい測定器を導入する際の妥当性確認や、定期的な測定システムの健康診断としても活用されます。ISO/TS 16949などの品質マネジメントシステムでも、測定システム分析の実施が要求されており、ゲージR&Rはその代表的な手法です。
ISO/TS 16949:自動車産業のサプライヤーに求められる品質マネジメント規格で、工程の安定と不良低減を徹底する仕組みのこと。
製造業におけるゲージR&Rの重要性
ゲージR&Rの重要性は「品質リスクの低減」と「コストロスの削減」を同時に狙える点にあります。
測定のばらつきが大きいと、過剰判定による廃棄・再加工が増えたり、逆に不良流出のリスクが高まったりします。定期的にゲージR&Rを行い、ばらつきの兆候を早期に捉えることで、品質トラブルの未然防止にもつながります。
監査や顧客説明の場でも、ゲージR&Rの結果は測定システムの信頼性を示すエビデンスになります。
ゲージR&Rの主な3つのメリット

ゲージR&Rは、測定システムの精度向上だけでなく、生産効率や顧客満足度の向上にも寄与する重要な取り組みと言えます。
ゲージR&Rの主なメリットは以下の3つです。
メリット1. 計測精度の改善
ゲージR&Rの実施により、測定システムの問題箇所が明確になります。測定器自体の精度不足なのか、測定者のスキルばらつきなのか、測定手順に課題があるのかを特定できるため、的確な改善策を講じることが可能です。
測定のばらつきが減少すれば、製品の真の品質状態を正確に把握できます。良品を不良と誤判定したり、不良品を見逃したりするリスクが低減し、適切な品質判定を実現できます。
メリット2. 生産効率の改善
測定精度の向上は、過剰な不良判定による歩留まり低下を防ぎます。本来は合格品である製品を不良として廃棄していた無駄がなくなり、材料費や再加工コストの削減につながります。
また、測定者による判定のばらつきが減ると、検査工程での手戻りや再測定の頻度も減少します。検査時間が短縮され生産性が向上し、より多くの製品を効率的に生産できるようになります。
メリット3. 顧客の満足度向上
測定システムの信頼性が確保されると、不良品の市場流出を防ぎ、顧客クレームが減少します。安定した品質の製品を提供できることで、顧客からの信頼を獲得にもつながるという点もポイントです。
さらに、ゲージR&Rの実施記録は、取引先への品質保証の証拠としても機能します。測定システムの健全性を客観的に示せるため、新規取引先の獲得や既存顧客との関係強化にも有効です。
ゲージR&R(GRR)の計算方法・評価方法

ゲージR&Rでは、収集したデータをもとに複数の指標を計算し、測定システムの信頼性を評価します。ここでは、計算の流れから具体的な計算手法、指標の意味、評価基準まで体系的に解説します。
GRR(ゲージR&R)の計算の流れ
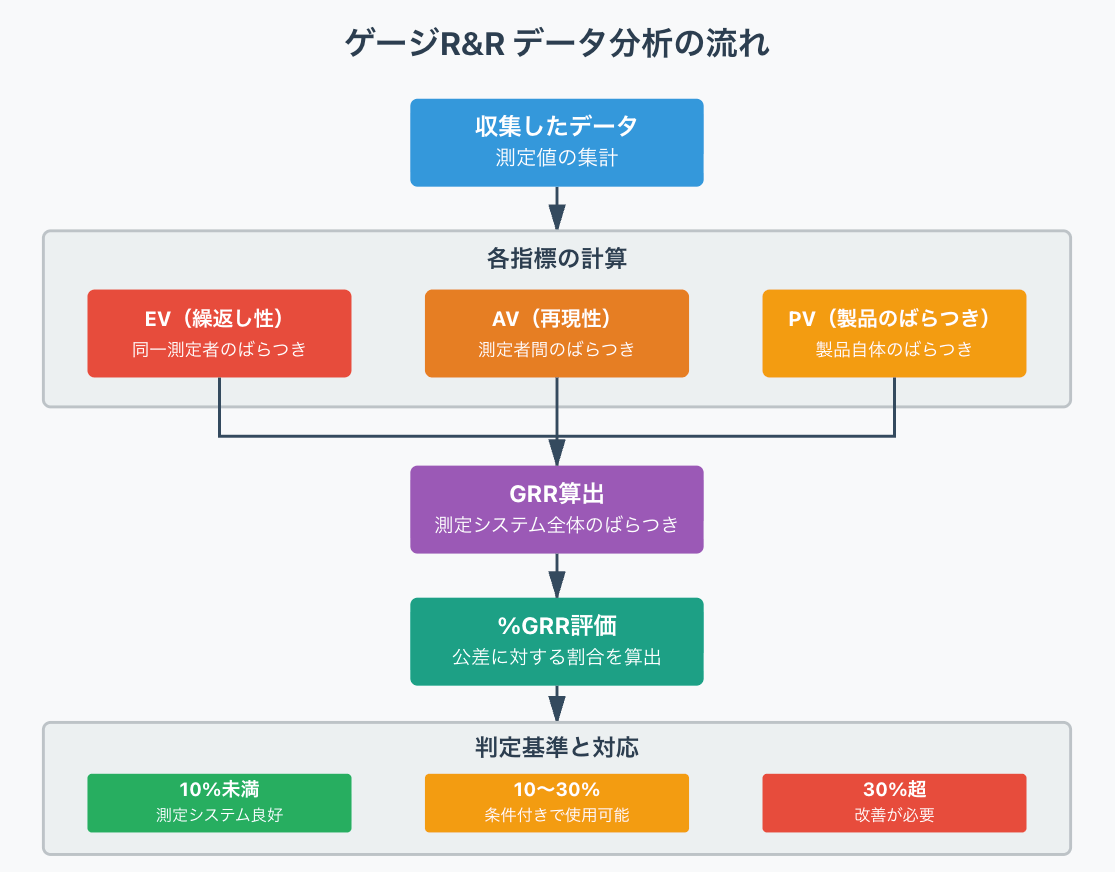
ゲージR&R(GRR)の計算は、測定データから段階的に各指標を算出していくプロセスです。同一測定者が同じサンプルを繰り返し測定した際のばらつきから繰返し性(EV)を求め、異なる測定者間での測定値の差から再現性(AV)を計算します。これらと製品自体が持つばらつき(PV)を組み合わせて、測定システム全体のばらつき(GRR)を算出し、%GRRとして評価します。
ゲージR&Rの計算に使用する主な指標(EV・AV・PV)
ゲージR&Rでは3つの主要な指標を用いて測定システムを評価します。それぞれが何を意味し、どの計算手法で求めるのかを理解することが重要です。
| 指標 | 名称 | 意味 | 大きい場合の原因 |
|---|---|---|---|
| EV | 繰返し性 | 同一測定者が同じ製品を繰り返し測定した際のばらつき | 測定器の精度不足、治具・測定方法の問題 |
| AV | 再現性 | 異なる測定者が同じ製品を測定した際のばらつき | 測定者の技量差、手順理解度の差 |
| PV | 製品のばらつき | サンプル間の実際の寸法差 | ー(製品本来の特性) |
理想は、PVがEV・AVより十分に大きく、製品差を測定システムが安定して捉えられている状態です。
ゲージR&Rの3つの計算手法と選び方
ゲージR&Rの計算には、主に3つの方法があります。それぞれ計算の複雑さ、精度、検出できる情報が異なるため、目的に応じて使い分けることが重要です。
1. 従来法(範囲法)
最もシンプルで現場向けの計算方法です。測定値の最大値と最小値の差(範囲)を用いて計算するため、複雑な統計計算が不要で、エクセルなどで簡単に実施できます。
計算の基本式:
繰返し性(EV)の計算例として、同一測定者による繰返し測定値の範囲を利用します。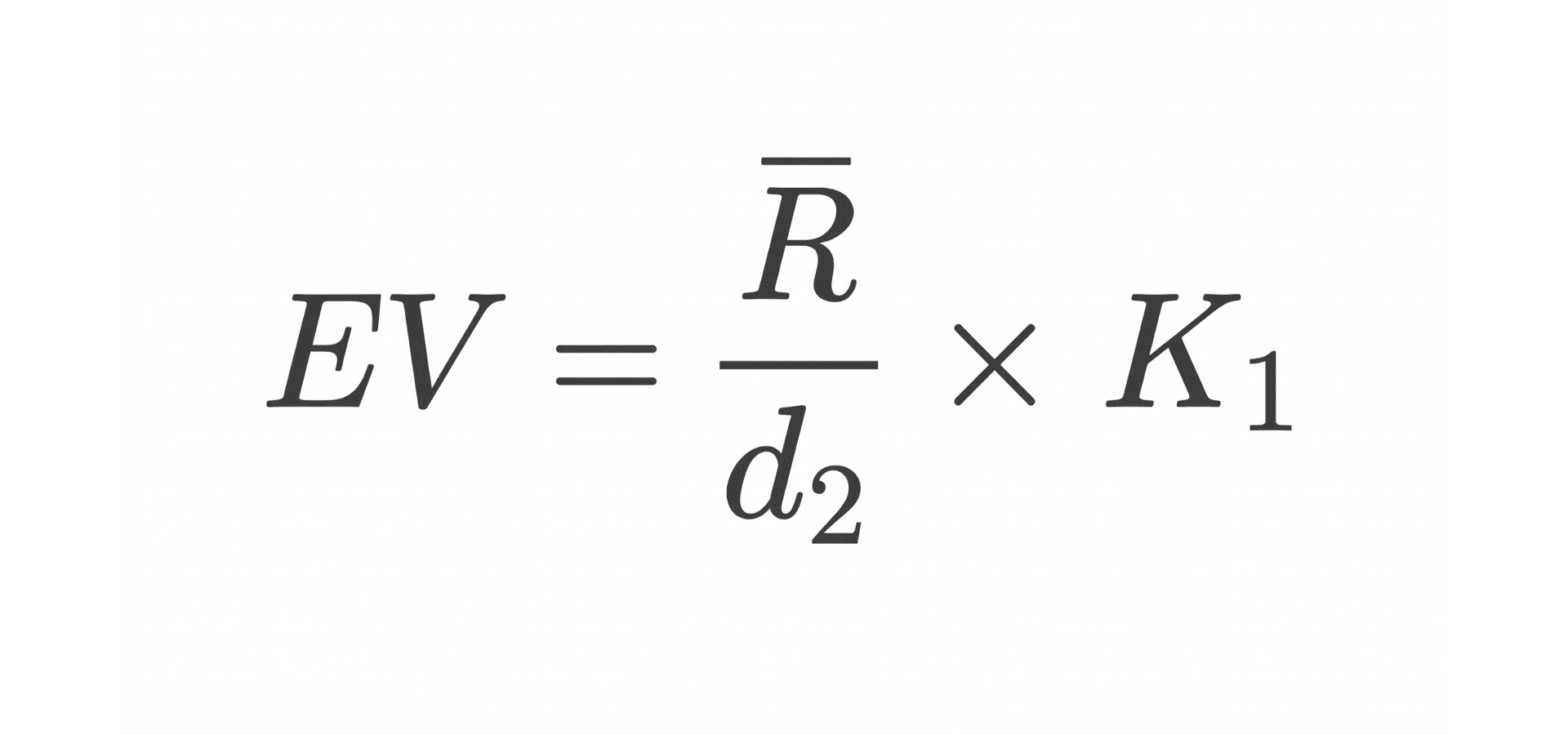
ここで、R̄は測定値の範囲の平均、d2は定数(サンプル数に応じて決まる)、K1は係数です。
同様にAVやPVも範囲から計算し、最終的に以下の式でGRRを算出します。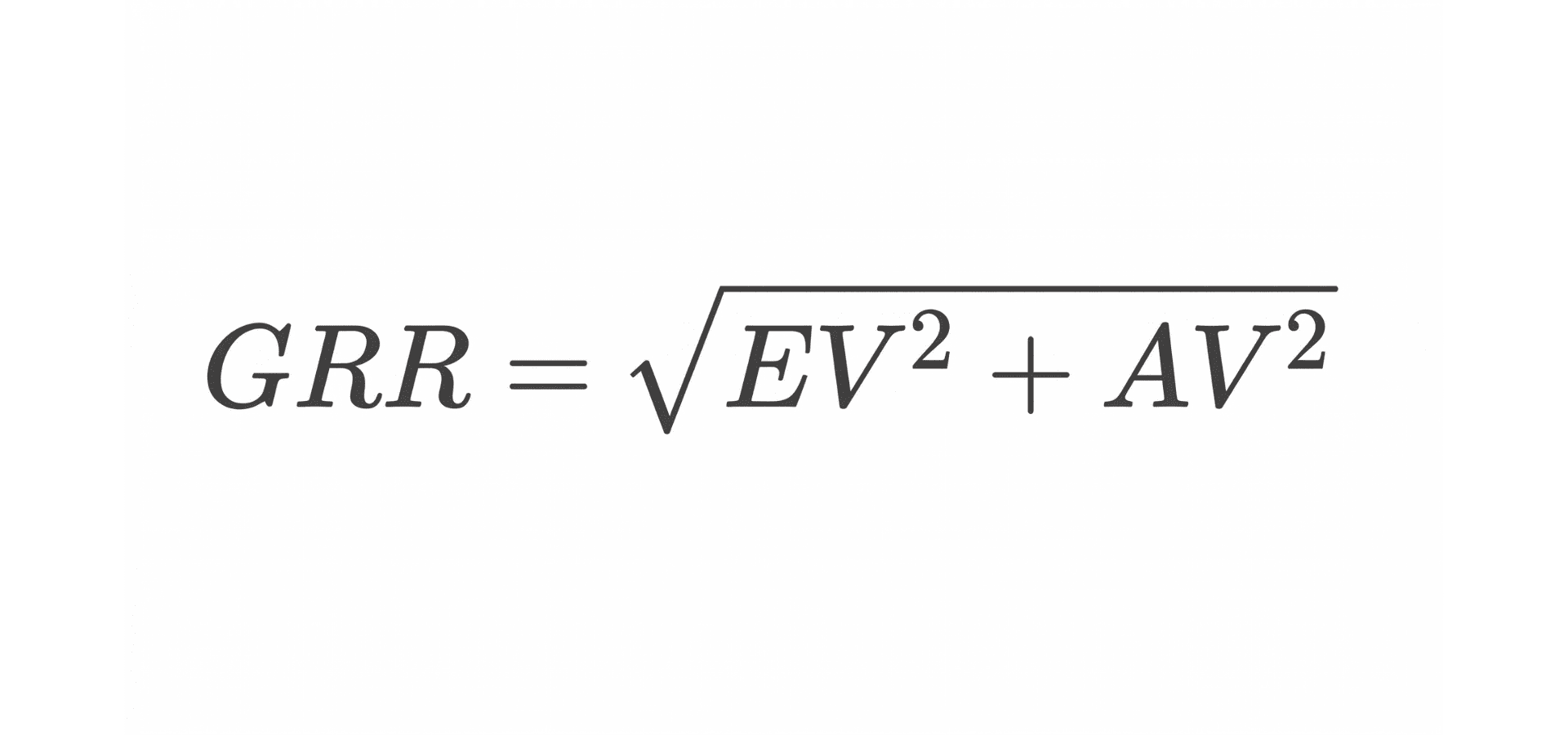
特徴:
- 計算が容易で理解しやすい
- 現場での実施に最適
- 外れ値がある場合は結果が影響を受けやすい
用途:
- 測定システムの初期評価
- 定期的な監視・管理
2. 標準偏差法
より統計的な精度を求める場合に使用します。測定値の標準偏差を用いた計算方法で、従来法よりも外れ値の影響を受けにくく、より正確な評価が可能です。
計算の基本式: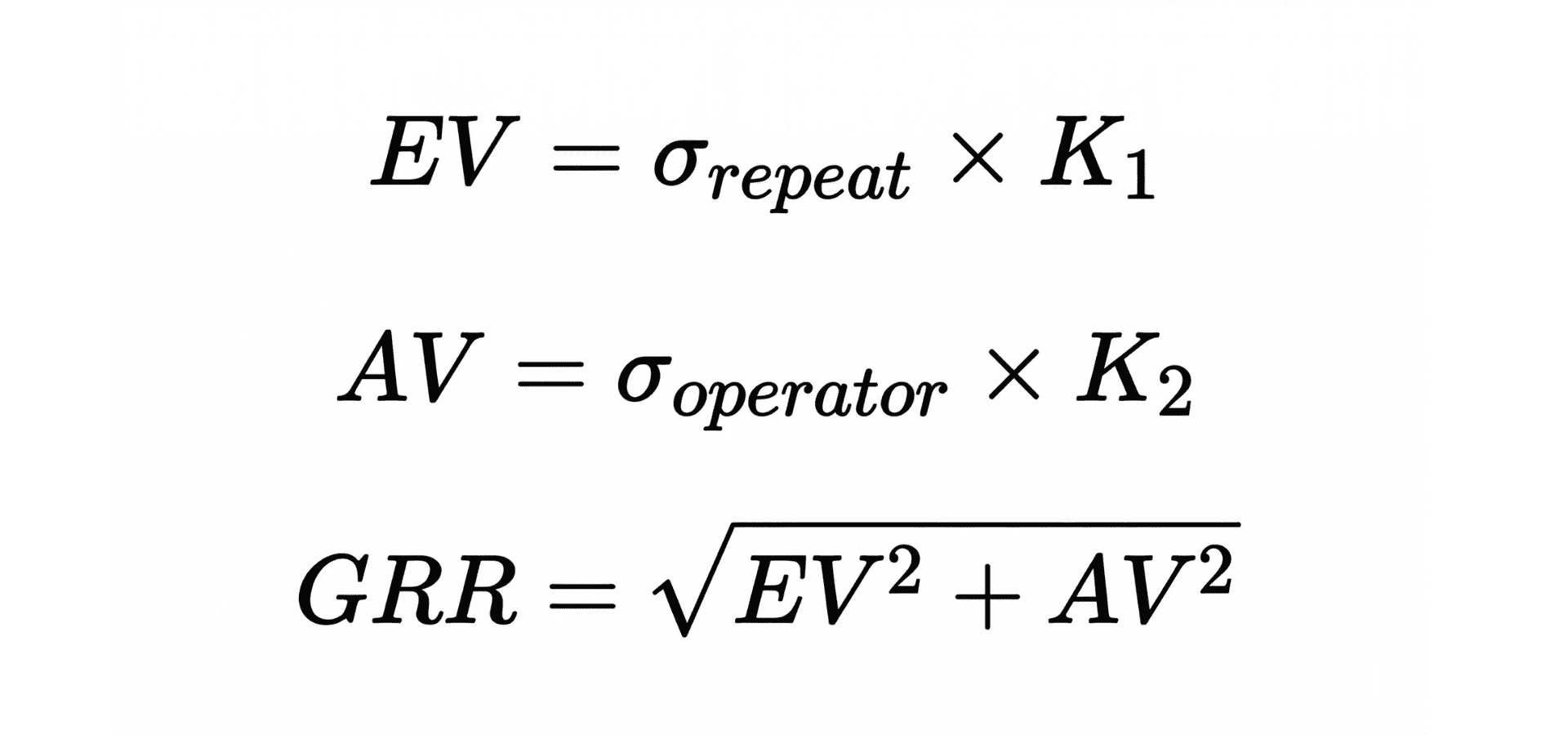
ここで、σrepeatは繰返し測定の標準偏差、σoperatorは測定者間の標準偏差、K1、K2は係数です。
特徴:
- 統計的精度が従来法より高い
- 外れ値の影響を受けにくい
- 計算がやや複雑(統計ソフトやエクセルの関数を使用)
用途:
- より詳細な分析が必要な場合
- データ数が多い場合
- 精密な評価が要求される場合
3. ANOVA法(分散分析法)
最も詳細な分析を可能にする高度な手法です。測定者、製品、測定者×製品の交互作用など、複数の要因を同時に分析できます。「特定の測定者が特定の製品群でズレやすい」といった隠れた問題を検出できるため、原因の詳細な掘り下げに有効です。
特徴:
- 測定者×製品の交互作用を検出可能
- 複数の要因を同時に分析できる
- 計算が複雑で、専門の統計ソフト(ミニタブなど)が必要
用途:
- 測定システムの詳細な問題分析
- 特定の測定者やサンプルに問題がないか調査したいとき
- 業界基準や顧客要求で詳細分析が必要な場合
3つの手法の比較表
| 手法 | 計算の簡単さ | 精度 | 交互作用検出 | 現場向け | 検出できる情報 |
|---|---|---|---|---|---|
| 従来法(範囲法) | ◎簡単 | △中程度 | × | ◎向き | EV、AV、GRR |
| 標準偏差法 | ○中程度 | ◎高い | × | △ | EV、AV、GRR |
| ANOVA法 | ×複雑 | ◎高い | ◎検出可能 | × | EV、AV、GRR、交互作用 |
測定システムのばらつき(%GRR)の意味と評価基準
ゲージR&Rの計算結果は、最終的に%GRR(パーセント・ゲージR&R)という指標に集約されます。この値が、測定システムの信頼性を判断するための重要な基準となります。
%GRRの計算式:
この式の意味は、「測定システムのばらつき(GRR)が、許容できるばらつき(公差)のどの程度の割合を占めているか」を示しています。%GRRが小さいほど、測定システムは信頼性が高く、製品のわずかな差を正確に測定できていることを意味します。
%GRRの評価基準:
| %GRRの範囲 | 評価 | 対応 |
|---|---|---|
| 10%未満 | 良好 | そのまま使用可能 |
| 10〜30% | 条件付き | 用途に応じて使用の可否を判断 |
| 30%超 | 改善必要 | 測定器の点検、測定者の再教育、測定手順の見直しが必要 |
この基準は業界・特性・顧客要求によって調整される場合があります。
識別数(ndc)を用いた補完的な評価
%GRRの評価に加えて、識別数(ndc:Number of Distinct Categories)という指標も併用することで、より安定した判定ができます。
識別数は、「測定システムが製品のばらつきを何段階に区別できるか」を示す指標です。計算式は以下の通りです。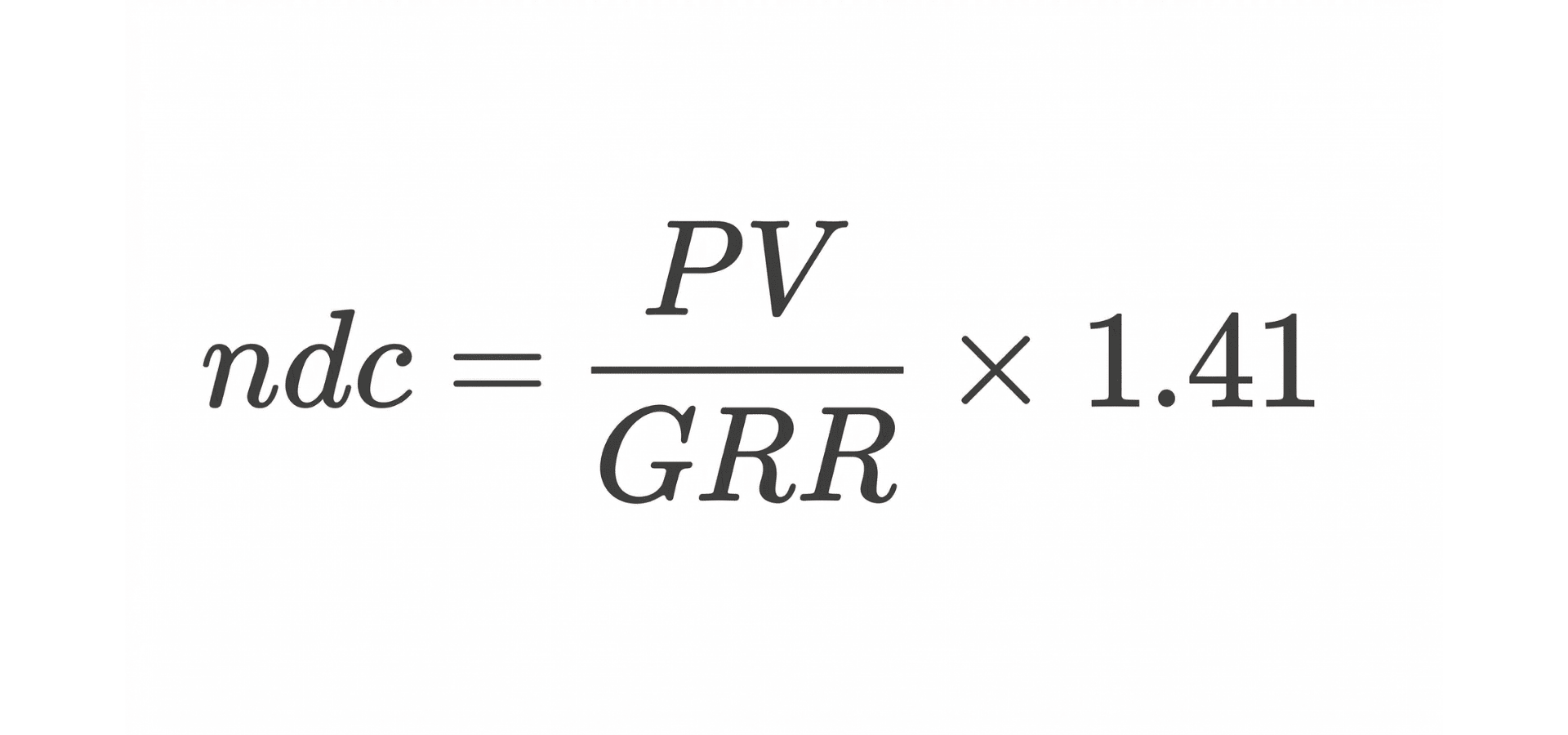
識別数の目安:
- ndc ≥ 5:測定システムは十分に信頼性がある。製品の変動を十分に識別できる
- ndc = 3〜5:測定システムは許容可能だが、注視が必要。%GRRと組み合わせて判定する
- ndc < 3:測定システムの信頼性が不足している。改善が必要
%GRRとndcの関係性:
%GRRと識別数は表裏の関係にあります。%GRRが10%未満の場合、通常ndcは5以上になります。両者を組み合わせることで、「ばらつきが許容範囲内か」かつ「製品の差を十分に区別できるか」の両面から、測定システムの信頼性を総合的に判定できます。
ゲージR&Rにおける典型的な誤りと回避策

ゲージR&Rを実施する際、いくつかの典型的な誤りが発生しやすく、これらは分析結果の信頼性を損なう原因となります。ここでは、現場で起こりがちな3つの誤りと、それぞれの回避策について解説します。
測定者間のばらつきを無視した分析
ゲージR&Rでは繰返し性(EV)と再現性(AV)の両方を評価する必要があります。しかし、測定者間のばらつきを無視してしまうケースが少なくありません。1人の測定者だけでデータを収集したり、複数の測定者がいても測定者間の差を分析しなかったりすると、測定システムの真の問題点を見逃す可能性が高まります。
回避策としては、必ず2〜3名で測定し、測定者ごとにデータを分けて記録します。
測定環境や治具の条件差によるデータ誤差
測定環境や治具の状態が統一されていないと、測定システム本来の問題とは異なる要因でばらつきが発生します。たとえば、測定時の室温の違い、治具の固定状態の不安定さ、照明条件の変化といった要因です。
回避策としては、測定前に環境条件を確認し、温度・湿度・照明などを一定に保つことが必要です。
サンプル数不足による評価の歪み
サンプル数が少なすぎると、製品のばらつき(PV)を正確に把握できず、測定システムの評価が不正確になります。たとえば、5個程度のサンプルでゲージR&Rを実施した場合、たまたま寸法が近いサンプルばかりが選ばれている可能性があり、実際の製品ばらつきを代表していません。
一般的には30個程度のサンプルが推奨されており、製品の公差範囲全体をカバーするように小・中・大のサイズから均等に選ぶことが必要です。サンプル数が不足している場合、%GRRが実際よりも大きく算出されてしまい、本来は問題のない測定システムを不適切と誤判定するリスクがあります。
まとめ | ゲージR&Rで測定システムの信頼性を確保し、品質管理を強化しましょう
ゲージR&Rは、測定システムの信頼性を評価し、改善へつなげるための重要な手法です。
ゲージR&Rを正しく実施するポイントは以下の通りです。
- 2〜3名の測定者を選定し、測定者間のばらつきも評価する
- 公差範囲全体をカバーする30個程度のサンプルを用意する
- 測定環境や治具の条件を統一し、一定の条件で測定を行う
- 繰返し性(EV)、再現性(AV)、製品のばらつき(PV)を算出し、%GRRで評価する
- %GRRが10%未満なら良好、10〜30%は条件付き、30%超は改善が必要
測定システムの信頼性が確保されることで、品質判定の精度が向上し、不良品の流出防止や歩留まり改善につながります。
測定工程のばらつき低減や省人化を進めるには、測定の自動化や設備の見直しが有効な場合があります。設備導入や既存設備改修をご検討の際は、お気軽にご相談ください。