自動搬送装置でパレット搬送を自動化するには?主な方式・メリット・検討ポイントを解説
工場や物流現場では、原材料や仕掛品、完成品をパレット単位で運ぶ作業が多く発生します。これらの搬送を人手やフォークリフトだけで対応していると、作業者の負担増加や搬送要員の不足、供給遅れといった課題につながりかねません。
こうした課題の解決策として検討されているのが、自動搬送装置を活用したパレット搬送の自動化です。
本記事では、パレット搬送の自動化が向いている現場や主な方式、導入メリット、方式選定前に整理したいポイントをわかりやすく解説します。
目次
パレット搬送の自動化とは

パレット搬送の自動化とは、パレットに載せた製品や部品、原材料などを、自動搬送装置で移動させる仕組みです。工場では、原材料置き場から生産ラインへの供給、工程間の移動、完成品の保管エリアへの搬送などに活用されます。
物流現場でも、入荷後の移動や出荷前の搬送を効率化したい場面で検討されています。本章では、パレット単位で荷物を運ぶ仕組みと、フォークリフトや手搬送からの置き換えが進みやすい場面を整理します。
パレット単位の搬送を自動化する仕組み
パレット搬送の自動化では、荷物をパレット単位でまとめて移動させます。例えば、部品を載せたパレットを保管エリアから生産ラインへ運ぶ、仕掛品を次工程へ移す、完成品を出荷前の置き場へ搬送するといった使い方があります。
現場条件に応じて、コンベア、AGV、AMR、無人フォークリフトなどが活用されます。搬送距離、通路幅、荷物の重さ、積み降ろし方法によって適した方式は異なります。
フォークリフトや手搬送を置き換える場面がある
従来のパレット搬送では、フォークリフトやハンドリフトを使い、人が荷物を運ぶ場面が多く見られます。
特に、同じルートを何度も往復する工程や、重量のある荷物を定期的に運ぶ現場では、作業者の負担が大きくなりがちです。繁忙時には搬送要員の確保が難しくなり、生産ラインへの供給が遅れる恐れもあります。
こうした工程では、自動搬送装置を活用すると、反復作業の一部を設備へ任せられます。すべての搬送業務を一度に置き換えるのではなく、負荷の高い工程から段階的に導入する方法も現実的です。
自動搬送装置の基本的な意味や代表的な種類については、以下の記事で詳しく解説しています。併せてご覧ください。
関連記事:自動搬送装置とは?工場の搬送作業を省人化・効率化する仕組みやメリットを紹介
パレット搬送の自動化が向く現場

パレット搬送の自動化は、すべての現場で同じ効果が出るわけではありません。特に、重量物を扱う工程や、同じ区間を繰り返し往復する現場では検討しやすい施策です。
また、安全性や供給の安定性を高めたい場合にも有効です。本章では、パレット搬送の自動化が向いている現場を以下の3つに分けて解説します。
- 重量物や搬送量が多い工程
- 工程間や保管エリアとの往復が多い現場
- 安全性や安定供給が求められる現場
工場内のモノの流れや工程間搬送の課題については、以下の記事でも詳しく解説しています。構内物流全体の改善を検討している方は、併せてご覧ください。
関連記事:構内物流とは?役割から課題・改善策・自動化までわかりやすく解説
重量物や搬送量が多い工程
重量のある製品や部品をパレット単位で運ぶ現場では、フォークリフトやハンドリフトへの依存が高くなりがちです。搬送回数が増えるほど、作業者の負担や人員確保の難しさも表面化します。
こうした工程では、自動搬送装置を活用すると、反復作業の一部を設備へ任せられます。特に、搬送物やルートがある程度決まっている現場では、自動化を検討しやすいでしょう。
工程間や保管エリアとの往復が多い現場
原材料置き場、仕掛品置き場、生産ライン、出荷前の保管エリアなどを何度も往復する現場も、自動化と相性があります。
例えば、決まった時間帯に原材料を供給する工程や、完成品を一定量ごとに保管エリアへ移す工程です。移動回数が多いほど、待ち時間や搬送タイミングのばらつきが生じやすくなります。
定型的な搬送を自動化すれば、作業者は加工や検査など、優先度の高い業務へ集中しやすくなります。
安全性や安定供給が求められる現場
人とフォークリフトが同じ通路を使う現場では、接触や荷崩れなどのリスクがあります。重量物の搬送が多い場合は、作業者の身体的な負担も軽視できません。
また、生産ラインへの供給が遅れると、設備や作業者の手待ちが発生します。パレット搬送を自動化すれば、安全面に配慮しながら、決められたルートやタイミングで荷物を運びやすくなります。
パレット搬送で使われる主な方式

パレット搬送の自動化には、複数の方式があります。固定ルートで安定して運びたいのか、レイアウト変更に対応したいのか、積み降ろしまで任せたいのかによって、適した装置は異なります。
本章では、代表的な4方式の特徴を整理します。
パレット搬送で使われる主な方式
| 方式 | 主な特徴 | 向いている場面 |
|---|---|---|
| コンベア | 決められた経路で連続搬送できる | 固定ルートでの工程間搬送 |
| AGV | 設定したルートに沿って走行する | 定期的なパレット搬送 |
| AMR | 周囲を認識しながら自律走行する | レイアウト変更が多い現場 |
| 無人フォークリフト | パレットの移動や積み降ろしに対応する | 保管エリアとの搬送、移載作業 |
コンベア
コンベアは、ベルトやローラーを使い、決められた経路でパレットを運ぶ装置です。同じ区間を繰り返し搬送する工程や、一定方向へ連続して荷物を流したい現場に適しています。
一度設置すると安定した搬送が期待できますが、経路を変更する際は設備の改修が必要です。生産ラインの増設やレイアウト変更を予定している場合は、将来計画も踏まえて配置を検討しましょう。
AGV
AGVは、磁気テープや誘導ラインなど、あらかじめ設定したルートに沿って走行する無人搬送車です。保管エリアから生産ラインへの供給や、工程間のパレット搬送で活用されています。
一定の経路を定期的に往復する運用と相性がよく、フォークリフト作業の一部を置き換えやすい方式です。例えば、決まった時間帯に原材料を供給する工程や、完成品を保管エリアへ移す工程に向いています。
一方、搬送ルートを変更する際は、誘導ラインの調整や現場側の見直しが必要になる場合があります。導入前に、将来的なレイアウト変更の可能性も確認しておきましょう。
AGVの仕組みやAMRとの違い、導入時の選定ポイントについては、以下の記事で詳しく解説しています。
関連記事:AGV(無人搬送車)とは?工場内物流の自動化に向けた基礎知識とAMRとの違い
AMR
AMRは、センサーやカメラで周囲を認識しながら自律走行する搬送ロボットです。人や設備を避けながら走行できるため、固定ルートを設けにくい現場でも活用されています。
レイアウト変更が多い工場や、搬送先が変わりやすい工程では検討しやすい方式です。ただし、通路幅や障害物、人との共存ルールまで含めて設計する必要があります。
AMRの種類や、搬送物・重量・通路幅に応じた選び方については、以下の記事で詳しく解説しています。AMRを使ったパレット搬送を検討している方は、併せてご覧ください。
関連記事:AMRの種類とは?5タイプの特徴と選び方、AGVとの違いを解説
無人フォークリフト
無人フォークリフトは、パレットの搬送に加え、積み降ろしや移載にも対応しやすい方式です。床面に置かれたパレットを持ち上げ、保管エリアや次工程まで運ぶ場面で活用されています。
単純な水平移動だけでなく、荷物の受け渡しまで自動化したい現場では、有力な選択肢になります。例えば、出荷前エリアへの搬送や、保管場所から生産ラインへの供給などです。
導入時は、パレットの寸法や向き、置き方、受け渡し位置をそろえておく必要があります。現場側の運用ルールまで整理しておくと、導入後の手戻りを抑えやすくなります。
パレット搬送を自動化することによるメリット
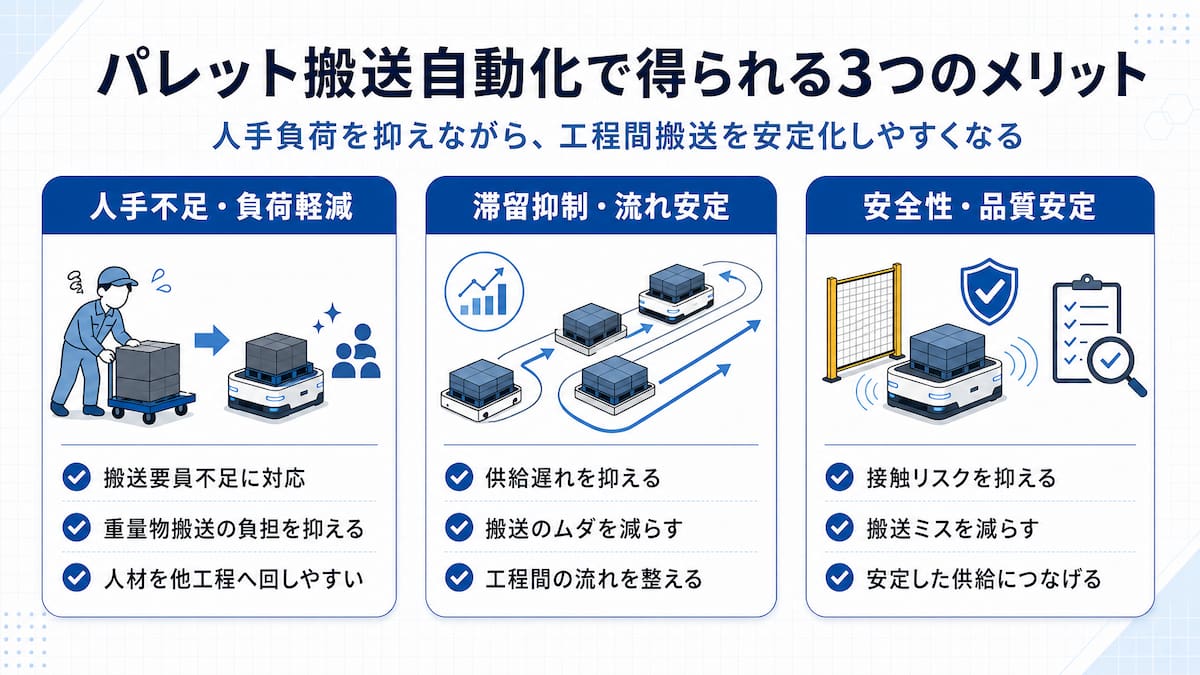
パレット搬送を自動化すると、重量物を運ぶ作業者の負担を抑えながら、工程間の搬送を安定させやすくなります。
特に、フォークリフトやハンドリフトによる往復が多い現場では、搬送要員の確保や安全面の課題を見直すきっかけになります。本章では、主なメリットを以下の3つに分けて解説します。
- 人手不足や搬送負荷の軽減
- 搬送のムダや滞留の抑制
- 安全性と搬送品質の安定化
人手不足や搬送負荷の軽減
重量のある製品や部品をパレット単位で運ぶ作業は、作業者に負担がかかります。搬送回数が多い現場では、フォークリフトの運転者や運搬担当者を確保し続けるのも簡単ではありません。
定型的な搬送を自動搬送装置へ任せれば、人手に依存する工程を減らせます。作業者を加工、組立、検査など、より優先度の高い業務へ配置しやすくなる点もメリットです。
搬送のムダや滞留の抑制
人手による搬送では、作業者の状況によって運搬のタイミングが変わります。部品供給が遅れると、生産ラインで手待ちが発生する場合があります。反対に、一度に多くのパレットを運びすぎると、仕掛品置き場が埋まり、戻し作業や積み替えが増えかねません。
パレット搬送を自動化すれば、決められたルートやタイミングで荷物を運びやすくなります。工程間の滞留を抑え、現場の流れを整えたい場合に有効です。
安全性と搬送品質の安定化
人とフォークリフトが同じ通路を行き交う現場では、接触事故や荷崩れのリスクがあります。重量物を扱う場合は、作業者の身体的な負担にも配慮が必要です。
自動搬送装置を活用すると、搬送ルートや運搬方法を一定化しやすくなります。人為的な搬送ミスを抑えながら、生産ラインへの供給を安定させたい現場にも適しています。
パレット搬送方式を選ぶ前に整理したいこと

パレット搬送の方式は、装置の性能だけで決められません。搬送物の重さやサイズ、通路幅、受け渡し方法など、現場条件によって適した方式は変わります。
導入後の手戻りを避けるには、装置を比較する前に自社の搬送条件を整理しておく必要があります。本章では、確認したい項目を3つに分けて解説します。
| 確認したい項目 | 現場で確認する内容 | 見るポイント |
|---|---|---|
| 搬送物 | 重さ、サイズ、荷姿、パレット寸法、積み方 | 必要な積載能力や積み降ろし方法に合うか |
| 搬送ルート | 出発地点、到着地点、搬送距離、通路幅、曲がり角 | 固定ルート向きか、経路変更へ柔軟に対応できる方がよいか |
| 搬送頻度 | 1日の搬送回数、ピーク時間帯、待ち時間 | 連続搬送が必要か、定期搬送で十分か |
| 受け渡し方法 | 床置き、コンベア接続、棚への格納、積み降ろし作業 | 搬送だけでよいか、移載や積み降ろしまで自動化するか |
| 周辺環境 | 人やフォークリフトの動線、仮置き品、他設備との干渉 | 安全に走行できるか、必要なスペースを確保できるか |
| 既存設備・システム | 生産ライン、倉庫設備、PLC、生産管理、倉庫管理との接続 | 搬送装置単体で運用するか、連携設計まで行うか |
搬送物の重さ・サイズ・荷姿
最初に確認したいのは、何を運ぶのかです。重量やサイズが異なれば、必要な搬送能力も変わります。パレット自体の寸法や材質、荷物の積み方も見落とせません。
例えば、荷姿が毎回異なる現場では、積み崩れや荷物のはみ出しが起きないか確認が必要です。無人フォークリフトを検討する場合は、差し込み位置やパレットの向きも整理しておきましょう。
搬送ルートと通路・レイアウト
次に、パレットをどこからどこへ運ぶのかを確認します。搬送距離、通路幅、曲がり角、他設備との干渉は、方式選定を左右する条件です。
固定ルートで大量に運ぶ現場では、コンベアやAGVが候補になります。一方、レイアウト変更が多い工場や、人・設備が混在する通路では、柔軟に経路を変えやすい方式も検討対象です。
図面上では十分な幅があるように見えても、実際の現場には仮置き品や作業台が置かれている場合があります。平常時だけでなく、繁忙時の動線まで確認しておくと安心です。
既存設備やシステムとの連携
パレット搬送を自動化する際は、搬送装置だけでなく、前後工程とのつながりも確認しましょう。
例えば、荷物を運べても、受け渡し位置や供給タイミングが既存ラインと合っていなければ、待ち時間が発生します。生産管理システムや倉庫管理システムと連携する場合は、搬送指示をどこから出すのかも整理が必要です。
また、既存設備との連携方法は、搬送方式の選定にも関わります。搬送装置単体で運用できるのか、PLCや周辺設備との接続まで設計するのかによって、導入時に確認すべき項目は変わります。
AGVの選定ポイントや既存設備との連携課題については、以下の記事でも詳しく解説しています。搬送装置を単体で考えるのではなく、PLCや周辺設備との接続まで整理したい方は、併せてご覧ください。
関連記事:AGV(無人搬送車)とは?工場内物流の自動化に向けた基礎知識とAMRとの違い
まとめ|パレット搬送の自動化で搬送負荷を減らし、現場に合った仕組みを構築しよう

パレット搬送の自動化は、パレットに載せた製品や部品、原材料などを、自動搬送装置で移動させる仕組みです。重量物の搬送や、工程間・保管エリアとの往復が多い現場では、作業者の負担軽減や搬送の安定化につながります。
パレット搬送で使われる方式には、コンベア、AGV、AMR、無人フォークリフトなどがあります。ただし、どの方式が適しているかは、搬送物の重さやサイズ、搬送ルート、通路幅、受け渡し方法、既存設備との連携によって変わります。
重要なのは、装置単体で考えるのではなく、現場全体の流れに合った仕組みとして設計する視点です。TMCシステムでは、工場の自動化や省人化に向けた設備導入・開発を支援しています。パレット搬送の自動化をご検討の際は、お気軽にご相談ください。