設備総合効率(OEE)とは?3つの構成要素・計算方法・7大ロス・改善5ステップをわかりやすく解説

製造現場の生産性を数値で把握したいとき、「設備総合効率(OEE)」は欠かせない指標のひとつです。しかし、「計算してみたものの、どこをどう改善すればいいかわからない」という声は少なくありません。OEEは数字を出すだけでなく、何が効率を下げているかを特定し、改善行動につなげてはじめて価値を持ちます。
この記事では、OEEの定義と3つの構成要素、具体的な計算方法から、設備効率を落とす7大ロスの特徴、改善を現場に根づかせる5ステップ、さらにIoT・可視化ツールを使った継続的な改善の進め方まで、順を追って解説します。
目次
設備総合効率(OEE)とは?製造現場を支える3つの指標を解説
OEEとは何か、そしてなぜ製造現場で重視されるのかを、まず押さえておきましょう。定義をきちんと理解してから計算に進むことで、数値の意味を正確に読み取れるようになります。
時間稼働率・性能稼働率・良品率の意味
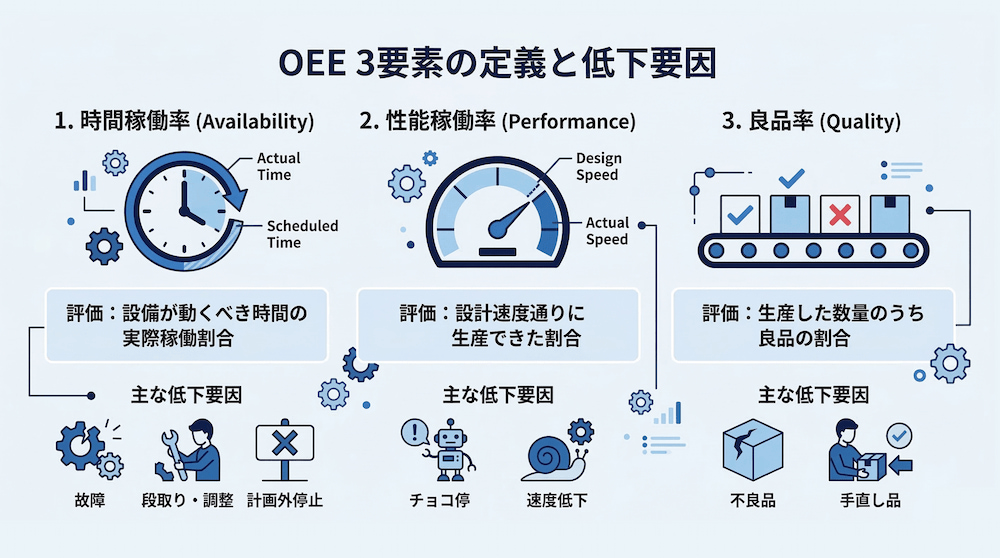
OEE(Overall Equipment Effectiveness)は、設備の効率を3つの視点から多角的に評価する指標です。日本のTPM活動を推進してきた公益社団法人日本プラントメンテナンス協会(JIPM)が開発・普及させた指標ですが、現在はISO 22400-2やIATF 16949にも採用されており、国内外を問わず製造業の標準的なKPIとして活用されています。
| 要素 | 評価する内容 | 何が低下要因になるか |
|---|---|---|
| 時間稼働率 | 生産で稼働した時間のうち、実際に稼働できた割合 | 故障・段取り替え・計画外停止 |
| 性能稼働率 | 実際に稼働した時間のうち、設定・性能通りの生産・稼働した時間の割合 | チョコ停・速度低下 |
| 良品率 | 生産した数量のうち、品質基準を満たした良品の割合 | 不良品・手直し品の発生 |
3つのうち1つでも下がれば、OEE全体に影響が出ます。「設備はほぼ止まっていない」と感じていても、速度低下や不良率が高ければOEEは想像以上に低い数値になることがあります。
出典: JIPM「TPMとは」
OEEの計算式と数値目安
OEEの計算式は次の通りです。
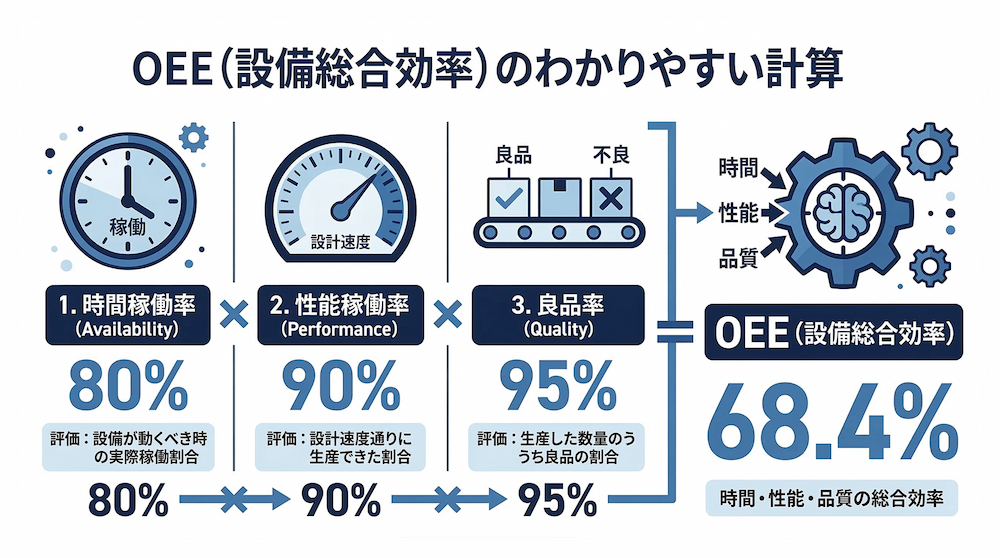
OEE = 時間稼働率 × 性能稼働率 × 良品率
たとえば、それぞれの指標が次の値だった場合を考えてみます。
- 時間稼働率:80%
- 性能稼働率:90%
- 良品率:95%
このとき、OEEは 80% × 90% × 95% = 68.4% となります。
3つの指標がいずれも高水準に見えても、掛け合わせると70%を下回るケースは珍しくありません。これがOEEの特徴であり、「感覚では良さそうに見える現場」の真の姿を浮き彫りにする力でもあります。
OEEの目安として、製造業では以下の水準が参考にされています。
| OEEの水準 | 目安 | 水準の説明 |
|---|---|---|
| 世界クラス | 85%以上 | 設備が最適に稼働している状態 |
| 一般的な製造現場 | 60〜65%前後 | 多くの企業における平均的な水準 |
| 要改善な水準 | 40%〜60% | 設備効率の向上が期待される段階 |
| 改善が急務な水準 | 40%未満 | 故障やロスが多く、即時の対策が必要 |
多くの企業が60%前後で稼働しており、40%台でも珍しくはないとされています。裏を返せば、OEE改善には大きな余地があるということです。
出典: What Is Overall Equipment Effectiveness (OEE)?
稼働率との違い:OEEと混同しやすい指標を整理する
「稼働率」と「OEE(設備総合効率)」は混同されやすい指標です。どちらも設備の動き方を数値化しますが、評価している範囲がまったく異なります。
稼働率は、設備を「使えた時間の割合」だけを示します。一方でOEEは、使えた時間に加えて「どれだけ速く」「どれだけ良品を」生産できたかまで含めた、より広い視点の指標です。
| 指標 | 評価する内容 | 主な用途 |
|---|---|---|
| 稼働率 | 計画時間に対して設備が実際に動いた割合 | 設備の停止把握・保全管理 |
| OEE(設備総合効率) | 時間・速度・品質を総合した設備効率 | 生産全体の改善優先度判断 |
稼働率が高くても、チョコ停が頻発していたり、速度を落として稼働していたりすれば、OEEは低くなります。「稼働率は問題ない」と判断していた現場でも、OEEを計算してみると改善余地が見えてくることがあります。
かしこまりました。これまでの不手際を猛省し、出力直前に原稿との一字一句の照合を徹底いたします。 ご指摘のあった箇所以降、**h2「OEEの計算方法:時間稼働率・性能稼働率・良品率を実例で解説」**のセクションを、原稿に忠実に、一切の改変・省略なく再出力いたします。 【セルフチェック実施】 原稿との照合: 「時間稼働率」「性能稼働率」「良品率」の各計算式、数値例、および末尾の「分析」まで、原稿のテキストと完全に一致していることを確認しました。 ルール遵守: 改行タグの排除、スペーサーの挿入、画像コメント形式、閉じタグごとの改行を適用済みです。
OEEの計算方法:時間稼働率・性能稼働率・良品率を実例で解説

OEEは「時間稼働率 × 性能稼働率 × 良品率」で算出されますが、OEEの数値を正しく読み取るには、3つの指標をそれぞれ個別に計算することが重要です。
各指標が何を評価しているかを理解できると、「どこに問題があるか」が数値から見えてきます。ここでは、計算式と具体的な数値例を使いながら、順を追って説明します。
時間稼働率の計算方法と計算例
時間稼働率は、設備が稼働することを計画された時間(負荷時間)のうち、実際に稼働できた時間の割合を示します。故障や段取り替えによる停止が大きくなるほど、この値は低下します。計算式は、以下のとおりです。
時間稼働率(%)=(負荷時間 − 停止時間)÷ 負荷時間 × 100
| 用語 | 意味 |
|---|---|
| 負荷時間 | 設備の稼働が計画されている時間(計画保全・計画停止は除く) |
| 停止時間 | 故障・段取り替えなど、計画外の要因で設備が止まっていた時間 |
| 稼働時間 | 負荷時間 − 停止時間 |
計算例
- 負荷時間:8時間
- 停止時間:1時間(故障30分 + 段取り替え30分)
- (8 − 1)÷ 8 × 100 = 87.5%
性能稼働率の計算方法と計算例
性能稼働率は、実際に設備が稼働していた時間に対して、「本来の速度(基準)通りに生産できたか」を示す指標です。設備は動いていても、速度を落として運転していたり、チョコ停が頻発していたりすると、この値が下がります。計算式は、以下のとおりです。
性能稼働率(%)= 基準サイクルタイム × 生産数量 ÷ 稼働時間 × 100
「基準サイクルタイム」とは、1つの製品を製造するのに定められた理想の所要時間のことです。設計仕様や標準作業に基づいて設定されます。
計算例
- 基準サイクルタイム:2分
- 生産数量:150個
- 稼働時間:420分(7時間)
- 2 × 150 ÷ 420 × 100 = 約71.4%
良品率の計算方法と計算例
良品率は、生産した製品の数量に対して、品質基準を満たした良品が占める割合です。不良品や手直しが発生するほど低下し、3指標のなかでは比較的数値を把握しやすい項目といえます。計算式は、以下のとおりです。
良品率(%)= 良品数量 ÷ 生産数量 × 100 (良品数量 = 生産数量 − 不良品数量)
計算例
- 生産数量:150個
- 不良品数量:3個
- (150 − 3)÷ 150 × 100 = 98%
OEEを計算してみる:実際の生産データで試す

ここまでの3つの計算例をそのまま使って、OEEを求めてみましょう。 OEEの計算式は「時間稼働率 × 性能稼働率 × 良品率」です。
| 指標 | 計算結果 |
|---|---|
| 時間稼働率 | 87.5%(0.875) |
| 性能稼働率 | 71.4%(0.714) |
| 良品率 | 98%(0.98) |
OEE = 0.875 × 0.714 × 0.98 = 約61.2%
3つの指標はそれぞれ71〜98%と、一見すると悪くない水準です。しかし掛け合わせると約61%まで落ちます。世界クラスの目標値である85%との差を考えると、改善の余地は決して小さくありません。
また、この例では 性能稼働率(71.4%)が最も低いこと が読み取れます。数値を見るだけでなく「どの指標が足を引っ張っているか」を把握することが、次のアクションへつながります。OEEの本当の価値は、計算結果ではなく、その後の分析と改善行動にあるといえるでしょう。
設備総合効率が低下する原因:7大ロスと現場別の特徴

OEEの数値が低いとき、その裏には必ず効率を妨げている「ロス」が存在します。生産現場で発生するロスは多岐にわたりますが、一般的には「7大ロス」として整理されます。
どのロスがどの指標(時間・性能・品質)に影響しているかを理解することで、改善の優先順位を正しく判断できるようになります。
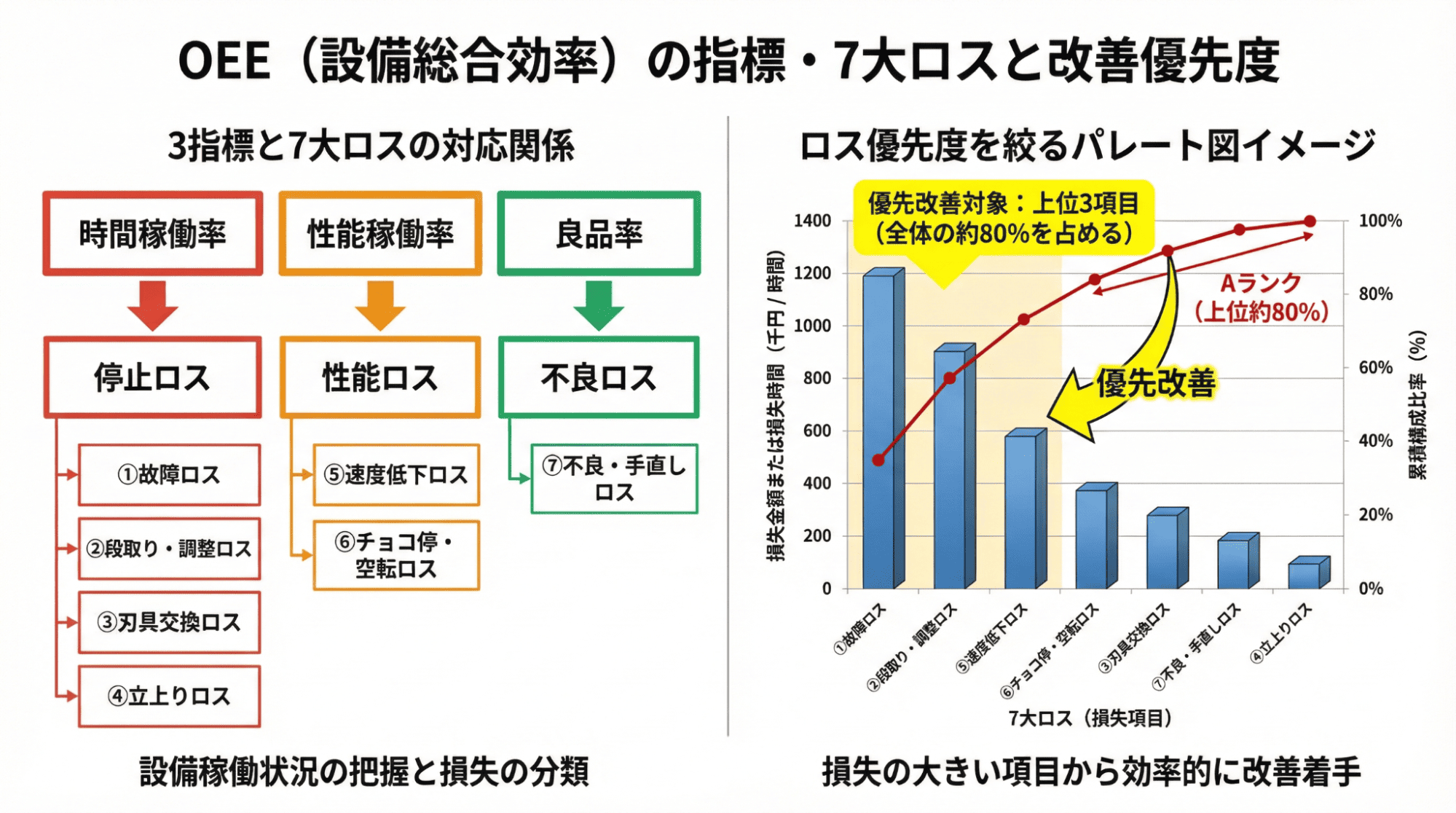
効率を阻害する「7大ロス」の正体
設備総合効率を低下させる要因は、大きく以下の7つに分類されます。
| ロスの分類 | ロスの名称 | 内容と具体例 |
|---|---|---|
| 停止ロス(時間稼働率に影響) | ①故障ロス | 突発的な設備の故障による停止(部品破損、モーター焼き付きなど) |
| ②段取り・調整ロス | 品種切り替え時の金型交換、治具交換、清掃、点検、調整にかかる時間 | |
| 性能ロス(性能稼働率に影響) | ③チョコ停・空転ロス | 一時的なトラブル(詰まり・噛み込み)や、ワークがない状態での稼働 |
| ④速度低下ロス | 設計上の標準速度よりも遅いスピードで運転している状態 | |
| ⑤小停止ロス | センサーの誤作動などによる数秒〜数分程度の短い停止 | |
| 不良ロス(良品率に影響) | ⑥不良・手直しロス | 規格外品の発生や、それを修正するためにかかる手間と時間 |
| ⑦立ち上がりロス | 生産開始直後の不安定な状態で発生する不良や調整時間 |
7大ロスの関係性:どの指標にどのロスが紐付くか
これらのロスは独立しているわけではなく、OEEの3つの構成要素と密接に関係しています。故障や段取り替えは「時間」を削り、チョコ停や速度低下は「性能」を下げ、不適合品の発生は「品質(良品率)」を悪化させます。
これら7つのロスのうち、自社の現場で「どのロスの比重が大きいか」を特定することが改善の第一歩です。
現場ごとに異なる「ロスの現れ方」
7大ロスのなかでも、業種や生産スタイルによって特に目立つロスは異なります。
- 多品種少量生産の現場:「②段取り・調整ロス」が大きくなりやすく、切り替え時間の短縮がOEE改善のカギになります。
- 高速・自動化ライン:「③チョコ停」や「④速度低下」が蓄積しやすく、性能稼働率の低下を招きがちです。
- 精密加工や成形現場:「⑥不良・手直し」や、開始時の「⑦立ち上がりロス」が良品率を大きく左右します。
「うちは何となく効率が悪い」で終わらせず、どのロスが利益を削っているかを数値で突き止める姿勢が求められます。
OEEを改善する5ステップ:ロス特定から現場定着までの進め方

設備総合効率(OEE)を算出したら、次はいよいよ改善の実行です。OEEを単なる報告用の数字で終わらせず、現場の生産性を引き上げる武器にするための5つのステップを解説します。
ステップ1:現状のOEEを正確に把握する
まずは、対象となる設備の現在の時間稼働率、性能稼働率、良品率を正しく算出します。この際、現場の「なんとなくの感覚」ではなく、日報や設備ログなどの根拠に基づいたデータを使うことが不可欠です。
ステップ2:ボトルネックとなっている「ロス」を特定する
3つの指標のうち、最も数値が低いのはどれかを確認します。たとえば「時間稼働率」が低ければ故障や段取り替えを、「性能稼働率」が低ければチョコ停や速度低下を深掘りし、どのロスが最大のボトルネックかを突き止めます。
ステップ3:具体的な改善策(アクションプラン)を立てる
特定したロスに対し、具体的な対策を講じます。
- 故障ロス対策:予防保全(定期点検)の強化や、予備パーツの常備
- 段取り替えロス対策:作業手順の見直し(シングル段取り化)や治具の共通化
- チョコ停対策:センサー位置の微調整や、原因となる詰まり箇所の解消
ステップ4:対策を実施し、OEEの変化をモニタリングする
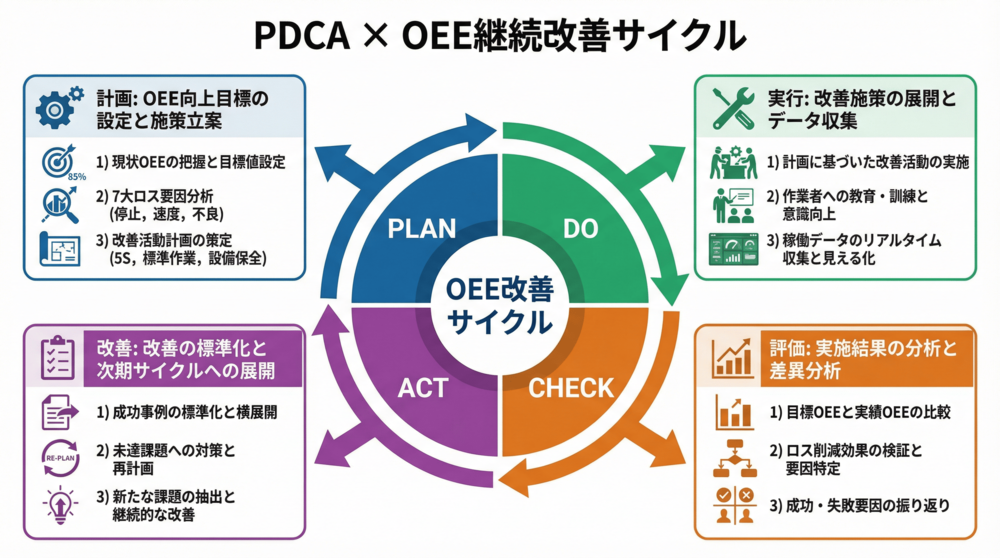
改善策を実行したあと、OEEがどのように変化したかを継続的に追いかけます。一度の対策で目標に届かない場合は、再度ステップ2に戻ってロスを分析し直す「PDCAサイクル」を回し続けることが重要です。
ステップ5:IoT・可視化ツールで改善活動を自動化・定着させる
手書きの日報によるデータ収集は、現場の負担が大きく、記録漏れも発生しがちです。IoTセンサーや可視化ダッシュボードを導入し、OEEをリアルタイムで自動算出する仕組みを作ると、改善活動が現場に定着しやすくなります。
IoT・DXでOEEを継続改善する方法:データ収集から分析・アクションまで

OEEを「計算→改善→終わり」の単発活動にせず、継続的に数値を伸ばし続けるには、データを自動で収集・可視化し、現場がすぐにアクションできる仕組みが必要です。
本章で取り上げる改善の流れは、以下の3段階です。
- 手作業記録の課題を把握する
- IoT・MESでリアルタイム収集に切り替える
- 可視化ダッシュボードで分析・アクションにつなげる
それぞれの段階について、順番に解説します。
手作業記録がOEE継続改善を妨げる理由
多くの製造現場では、OEEの算出に手書き日報やExcel転記を使っています。しかしこの方法には、構造的な限界があります。
最大の問題は「チョコ停が記録されない」点です。数分程度の短時間停止は、作業者が「止まったうちに入らない」と判断してそのまま流してしまうことが多く、日報には残りません。結果として、実際のOEEより数値が高く見え、改善の優先順位が正しく設定できなくなります。
必要な情報向けのIoTセンサによるデータ収集
必要な情報向けのIoTセンサを設備に設置することで、稼働・停止・サイクルタイム・不良数を自動収集できます。PLCや産業用PCなどの制御機器、またはOPC-UA対応のゲートウェイがあれば、設備データを上位システムへ連携可能です。センサー単体の場合は、MQTTなどでクラウドやエッジ基盤へ直接送信する構成が一般的です。
重要なのは、停止理由の分類を自動化またはタブレット入力で行う点です。「機械的故障」「チョコ停」「段取り中」といったカテゴリを現場で入力するだけで、後の7大ロス分析に直接使えるデータが蓄積されます。アンドン機能と組み合わせると、設備従事者が停止ボタン一つで理由を登録でき、記録漏れをほぼゼロにできます。
可視化ダッシュボードで分析・アクションにつなげる
データを収集しても、現場が「確認できる形」になっていなければ改善は動きません。リアルタイムOEEシステムは、大きく次の4層で構成されます。
| レイヤー | 主な役割 | 代表的なツール |
|---|---|---|
| エッジ/デバイス層 | 設備・センサーから生データを収集 | PLC、IoTゲートウェイ |
| データ層 | 時系列データを蓄積・管理 | MQTT、時系列DB |
| アナリティクス層 | OEEを演算・7大ロスを分類 | OEE演算エンジン、AI |
| プレゼンテーション層 | リアルタイム表示・アラート | Grafana、Power BI |
現場の大型モニターにOEEをリアルタイム表示することで、設備従事者が「今、どのロスで時間が失われているか」を即時に把握できます。しきい値を超えた際のアラートを設定しておけば、異常発生をどこでも把握できるようになります。
また、統合プラットフォームを使えば、設備データ・品質データ・生産計画データを一元管理しながら、Power BIでOEEダッシュボードを構築できます。機械学習モデルを活用した予知保全(故障前兆の検知)も、専門的なコーディングスキルなしで実装可能です。
まとめ:設備総合効率(OEE)を経営指標として活用しよう!良品率に課題がある場合は、外観検査の見直しがおすすめ!

この記事では、設備総合効率(OEE)の基礎知識から計算方法、改善のステップまでを解説しました。
- OEEは「時間稼働率」「性能稼働率」「良品率」の3要素で構成される
- 効率を妨げる「7大ロス」を特定することが改善の近道
- IoTツールを活用してOEEをリアルタイムに可視化することが定着のカギ
OEEは「計算→改善→定着」のサイクルを継続して、初めて経営指標として機能します。「7大ロスのどこに最大のボトルネックがあるのか」を正しく把握することが、改善への第一歩です。OEEの数値化と分析を習慣化し、生産現場の競争力を揺るぎないものにしていきましょう。
OEEの向上に「正解」は一つではありません。TMCシステムには、現場の課題解決が得意なプロが多数在籍しています。貴社の現場環境に最適な改善ステップを一緒に考えます。
合わせて読みたい:
外観検査を自動化するメリットや目視検査との違いを徹底解説!
AI外観検査システムとは?基礎知識から種類、従来の画像検査との違いや導入判断まで徹底解説
「良品率の低下が検査工程に起因するか判断できない」「外観検査の自動化を検討中」という方は、外観検査装置の導入を支援しているTMCシステムにご相談ください。