画像検査とは?仕組み・種類・メリットから失敗しない導入手順まで徹底解説

目次
画像検査とは
画像検査とは、カメラで撮影した画像データをコンピュータで解析し、製品の外観にキズや汚れ、異物混入などの欠陥がないか、寸法や形状が規格通りかを自動で検査する技術のことです。
従来、製品や部品の外観をチェックする外観検査は目視で行われていましたが、近年では自動化することで品質管理や検査工程の効率化が期待されています。
画像検査技術を実際の製造ラインに導入する際には、目的に応じた画像検査システムの設計と構築が重要です。
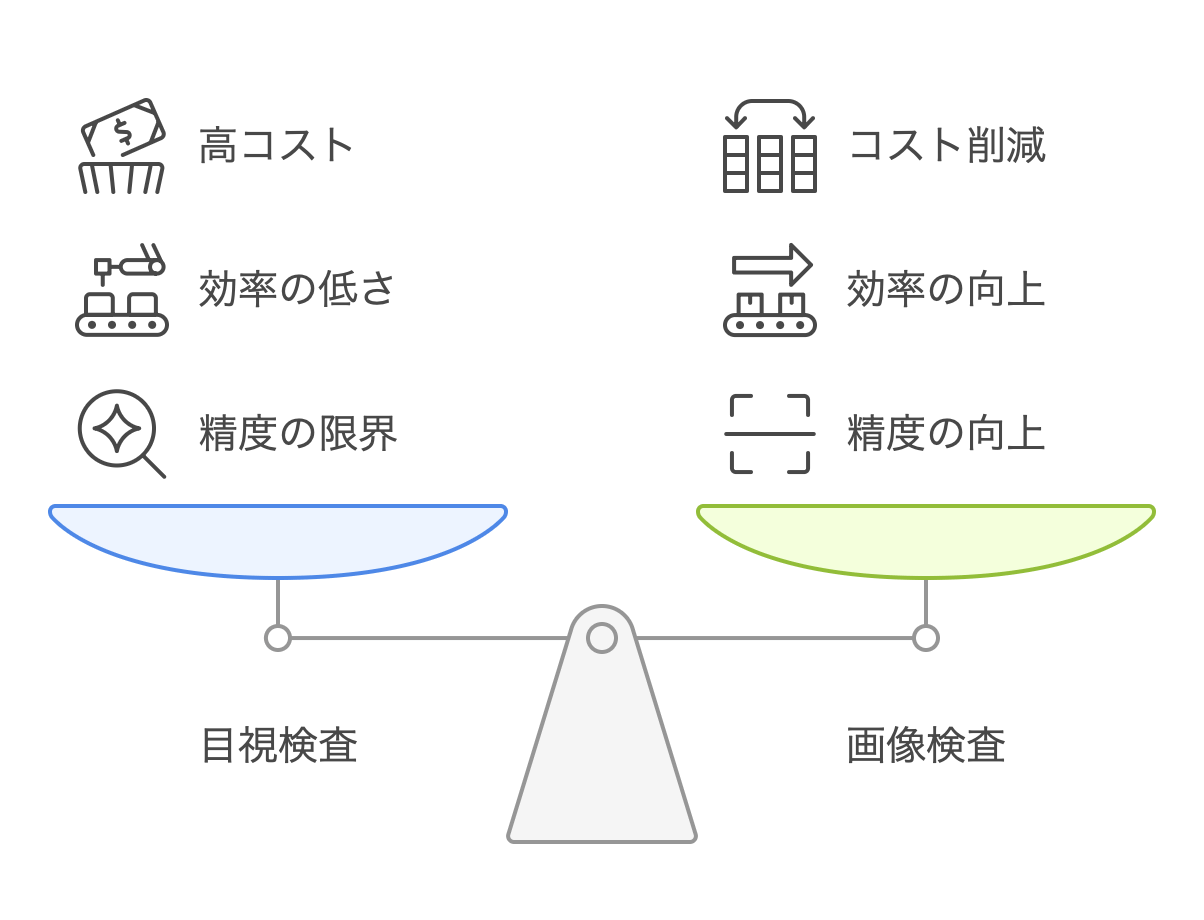
画像検査と目視検査の違い
目視検査は、熟練検査員の経験と技能に基づく従来の的な外観検査の方法です。人の目による繊細な判断が可能で、複雑な欠陥も即座に判別できる利点があります。 しかし、人間の感覚に依存しているため、疲労や注意散漫による検査精度の低下が問題です。
一方、画像検査は、高性能カメラを組み合わせた最新のシステムを導入することで、目視検査と比較して検査速度が大幅に向上し、生産性の向上が期待できます。
画像検査システム導入の3つのメリット
1)検査精度の向上
画像検査は、人間が目視では検知できないような微細な欠陥も検出できます。高解像度カメラや高度な画像処理技術が、従来の目視検査では不可能であったレベルの精度を実現します。
2)生産効率の改善
画像検査は、高速かつ自動で検査を行えるため、検査時間の大幅な短縮が可能です。また、24時間稼働が実現できることから、生産ラインの稼働率向上にもつながります。
さらに、自動的に記録・蓄積される検査データは、品質管理の効率化にも役立ちます。
3)長期的なコスト削減
画像検査の導入には初期費用が発生しますが、長期的に見ると人件費の削減や品質問題の発生率低下などにより、コスト削減効果が期待できます。
また、検査データの自動蓄積による品質管理の効率化や、生産性の向上による収益増加も大きなメリットです。
画像検査システムの種類
画像検査システムは、大きく分けて「ルールベース」と「AIベース」の2種類があります。従来の主流であるルールベースは、人間が定義した数値基準で判定します。一方、近年注目されているAIベースは、機械学習により複雑な欠陥の判断が可能です。
|
特徴 |
ルールベース |
AIベース |
|
判定方法 |
あらかじめ設定した寸法や輝度で判定 |
大量のデータから学習した特徴で判定 |
|
得意な検査 |
定規で測れるような明確な良否判定 |
傷や汚れ、個体差がある複雑な判定 |
|
導入の難易度 |
設定が明確で導入しやすい |
学習用データの準備が必要 |
参考記事:【AI外観検査システム完全ガイド】これまでの画像検査との違いから導入判断まで徹底解説
画像検査システムの構成要素
「画像検査システムを導入したいけど、どんな機器が必要なんだろう?」「どんな仕組みで動いているの?」というような疑問をお持ちの方も多いのではないでしょうか。画像検査システムを構成する4つの重要な要素について、わかりやすく解説していきます。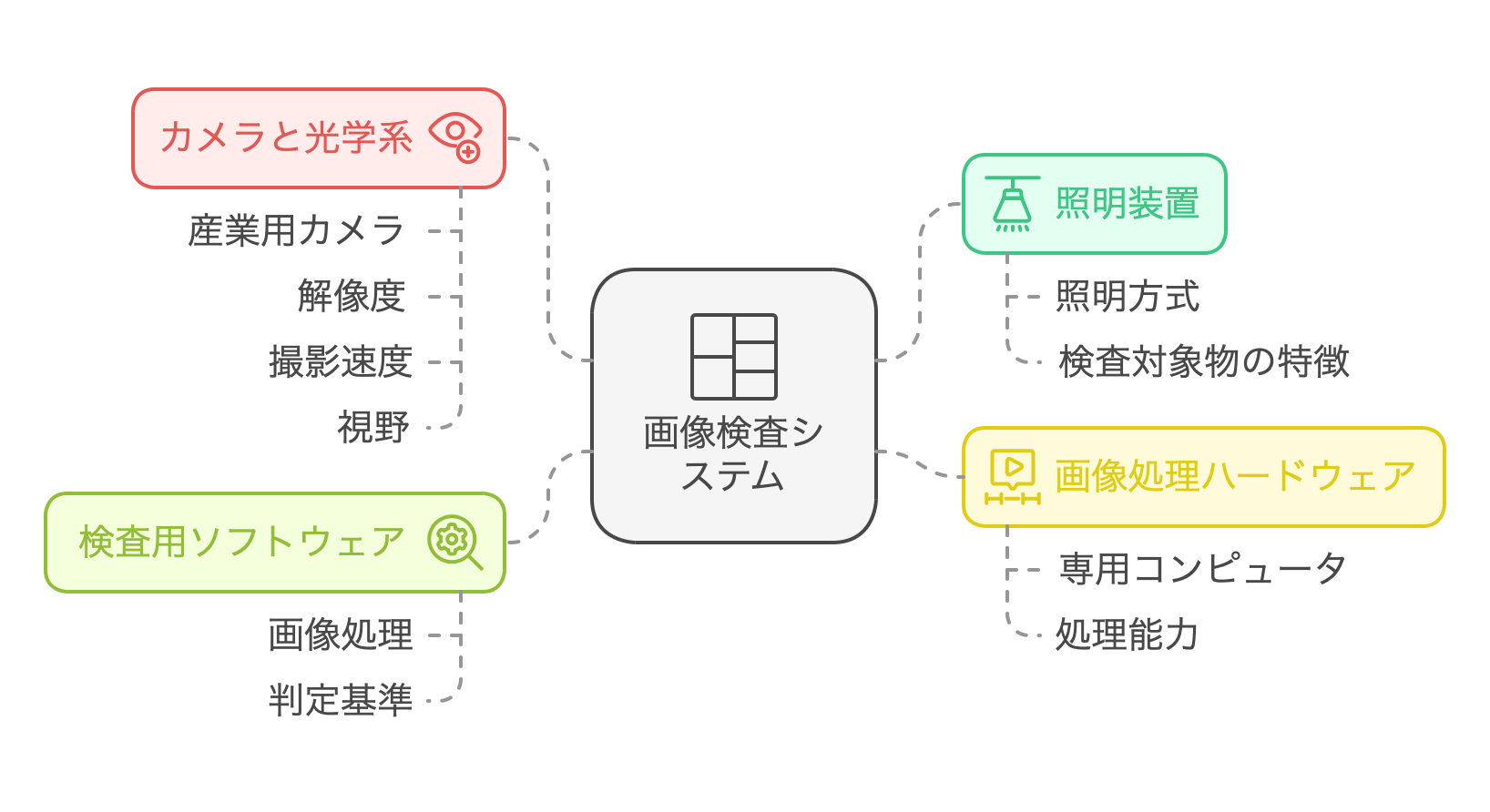
照明装置:検査の成否を左右する重要な要素
画像処理検査において、最も重要な要素の一つが「照明」です。高性能なカメラを使用しても、ライティングが不適切であれば、欠陥や特徴を正確に捉えることはできません。ワーク(検査対象物)の材質(金属の光沢、樹脂の透明度など)や形状に合わせて、最適な照明方式を選択することが重要です。
代表的な照明方式の仕組みと、それぞれの主な活用シーンを以下の表にまとめました。
| 方式 | 概要 | 主な用途・効果 |
| 同軸落射照明 | カメラの光軸と同じ方向から光を照射する方式 | 微細な凹凸を黒く描写し、高いコントラストで強調したい場合に有効 |
| 斜光照明 | カメラ光軸に対して斜め方向から光を照射する方式 | 表面の微細なキズ、バリ、刻印などを「影」として浮き上がらせたい場合に最適 |
| バックライト照明 | ワークの背面からカメラに向かって光を照射する方式 | ワークをシルエット(輪郭)として捉え、精密な寸法測定や外形検査を行う際に使用 |
| リング照明 | レンズ周囲に配置された円環状の光源から照射する方式 | ワークに対して均一に光を当て、影を抑えた画像を取得したい場合に汎用的に使用 |
カメラと光学系:システムの「目」となる重要パーツ
検査システムの「目」となるのがカメラです。一般的なデジタルカメラとは異なり、産業用に特化した高性能なカメラを使用します。カメラを選ぶ際のポイントは以下のとおりです。
カメラの選び方のポイント
- 必要な解像度は十分か
- 撮影速度は製造ラインの速度に対応できるか
- 検査エリアをカバーできる視野は確保できるか
また、レンズの選定も重要です。検査対象物の大きさや、カメラからの距離によって適切なレンズを選ぶ必要があります。
参考記事:マシンビジョンレンズとは。製造現場の画像処理に用いられる種類と選定のポイント
画像処理ハードウェア:高速処理のための頭脳
撮影した画像を素早く処理するために、専用のコンピュータを使用します。製造ラインでは、リアルタイムでの検査が求められるため、高速な処理能力が必要不可欠です。
ハードウェアの選定では、以下のような点を考慮します。
ハードウェア選定のポイント
- 1分間に何個の製品を検査する必要があるか
- どれくらい複雑な画像処理を行うか
- システムの安定性は確保できるか
検査用ソフトウェア:判定基準を決める重要な要素
実際の検査を行うソフトウェアです。画像処理や良品・不良品の判定基準を設定するために使用します。
検査用ソフトウェアの主な機能
- キズや汚れを見つけるための画像処理
- 寸法や形状を測定する機能
- 良品データとの比較機能
- 検査結果の保存や管理機能
画像検査システムは、4つの構成要素がバランスよく組み合わさることで、はじめて効果的な検査が可能になります。特に照明とカメラの選定は、システムの性能を大きく左右する重要なポイントです。
システムの導入を検討される際は、まず検査対象物の特徴や検査項目をしっかりと把握し、それに適した構成要素を選んでいくことをお勧めします。
画像検査を導入する際の課題
画像検査システムは万能ではなく、導入には特有の課題が伴います。これらを事前に理解しておくことが、スムーズな導入を実現する鍵です。具体的には、以下の3点に注意しましょう。
誤判定(過検出・未検出)のリスク
システム特有の課題として、良品を不良と判定する「過検出」や、欠陥を見逃す「未検出」のリスクが挙げられます。光の加減や製品の個体差により100%の精度維持は難しく、運用の工夫が求められます。
初期投資の負担が大きい
高性能なカメラや照明、解析ソフトの導入には多額の費用がかかります。設備投資としての初期コストが膨らみやすいため、予算に応じた段階的な導入検討も必要です。
専門人材の不足
特にAIを活用する場合、システムを構築・メンテナンスできる専門知識を持った人材が社内に不足しているケースが多く、これが導入や運用継続の壁となることがあります。
画像検査を円滑に導入するポイント
導入を成功させるためには、技術とコストの両面から戦略を立てることが重要です。単に高機能な機器を揃えるだけでなく、現場の状況に即した以下の3つのポイントを意識しましょう。
最適なシステム構成の構築
検査対象の材質や形状、求める精度に合わせて、カメラや照明、レンズの組み合わせを最適化することが不可欠です。現場の環境に即した構成が、精度の安定に直結します。
投資対効果(ROI)の見極め
人件費の削減や品質向上による損失回避など、長期的な視点で投資対効果を算出しましょう。コストに見合う成果が得られるか、事前にシミュレーションを行うことが大切です。
外部の専門事業者の活用
自社のみで完結させず、導入実績が豊富な事業者のサポートを受けるのが効率的です。専門家の知見を借りることで、導入のスピードアップと確実な運用が実現します。
画像検査システム導入ステップ
安定したシステム運用を実現するためには、検討から本稼働まで着実なプロセスを踏む必要があります。具体的な導入の流れは以下の通りです。
1. 目的の明確化と現状分析
まず「何を、どこまで検査するか」を定義します。対象物のサイズや、許容できる欠陥の基準を明確にし、導入後のミスマッチを防ぎます。
2. 事前検証
本格的な導入の前に、実際の製品サンプルを使って「本当に正しく判定できるか」をテストします。照明の当て方やカメラの角度を調整し、現場で運用可能な精度が出せるかをあらかじめ確認する、非常に重要な工程です。
3. システム設計・仕様策定
検証結果に基づき、必要なハードウェアとソフトウェアを選定します。既存の製造ラインへの組み込み方法についても詳細を固めます。
4. 設置・調整(キャリブレーション)
製造ラインに機器を設置し、判定のしきい値を微調整します。実際の稼働環境に合わせた最適化が、精度の安定には欠かせません。
5. 運用開始・保守点検
本稼働を開始し、判定精度の推移をモニタリングします。必要に応じてデータの追加学習や設定変更を行い、徐々に精度を高めていきます。
業界別導入事例と効果
画像検査について実際の活用事例を3つの業界に分けてご紹介します。それぞれの業界で、どのように活用され、どんな成果を上げているのか、具体的に見ていきましょう。
電機・電子部品業界:微細な世界の品質管理を実現
スマートフォンやパソコンの中には、驚くほど小さな電子部品が数多く使われています。これらの部品は、人間の目で検査するには小さすぎて限界があります。しかし、画像検査システムの導入により、状況は大きく変わりました。
微細な傷や欠陥も見逃さない高精度な検査が可能となり、検査速度も大幅に向上しました。その結果、製品の品質向上と生産効率の改善を同時に実現しています。
自動車部品業界:安全性を支える確実な検査
自動車部品の検査で最も重要なのは安全性です。ブレーキやエンジン部品など、人命に関わる部品だけに、わずかな不良も見逃せません。
画像検査システムの導入により、部品の寸法や形状を高精度に計測できるようになりました。さらに、人為的なミスも大幅に削減され、24時間365日安定した品質検査が可能になっています。検査記録もしっかりと保管されるため、品質管理の透明性も向上しました。
食品製造業界:食の安全を守るガードシステム
食品業界にとって、異物混入は最も避けたい事故の一つです。画像検査システムは、この食の安全を守る重要な役割を果たしています。
画像検査によって、目視では見つけにくい小さな異物も確実に検出できるようになり、同時にパッケージの形状や内容量の検査も行えるようになりました。これにより、品質の均一性を保ちながらブランド価値を維持し、さらには検査工程の効率化による生産性の向上も実現しています。
画像検査に関するご相談は、TMCシステムへ
画像検査でお困りの点はございませんか?
- 検査対象物に適した照明やカメラの選定方法がわからない
- 画像処理条件の設定に不安がある
- 検査データの収集・分析を効率化したい
- 検査システムの自動化を検討している
など、画像検査に関するお困りごとがございましたら、まずはお気軽にご相談ください。
TMCシステムでは、お客様の製品特性や検査要件に合わせた最適な検査システムをご提案いたします。また、照明条件の最適化から、画像処理、自動化システムの構築まで、幅広くサポートいたします。