【2026年版】外観検査の自動化とは?導入事例10選|業界別の課題と効果を解説

製造現場の外観検査工程では、「目視検査では見逃しが防げない」「クレームが減らない」といった課題が多くの企業で発生しています。
こうした背景から、外観検査の自動化を検討する企業も増えています。しかし、業界ごとに検出したい欠陥や撮像方法が異なるため、他社事例をそのまま自社ラインに当てはめるのは簡単ではありません。
そこで本記事では、主要5業界の外観検査自動化事例を工程別に整理し、導入効果やコストの目安、失敗しない進め方のポイントまでわかりやすく解説します。
自社ラインでの外観検査自動化を具体的にイメージするための参考としてお役立てください。
目次
外観検査とは?目的と課題
外観検査とは、製品表面のキズ・打痕・欠け・異物付着などの不良を検出し、不良品の市場流出を防ぐ品質検査工程です。多くの製造現場では目視検査で行われていますが、検査基準のばらつきや作業者の疲労による見逃しが課題となっています。
こうした課題を解決する方法として、近年導入が進んでいるのがカメラやAIを活用した外観検査の自動化です。
AIを活用した外観検査システムでは、従来のルールベース検査より柔軟な欠陥検出が可能になります。
外観検査の基本的な仕組みや種類については、こちらの記事でも詳しく解説しています。
関連記事:外観検査とは?目的・手法・自動化のポイントを解説
外観検査の代表的な手法
外観検査には、目視検査・画像検査・3D計測など、検査対象や精度要件に応じて複数の手法があります。
代表的な手法を次の表に整理しました。
| 手法 | 特徴 | 向いている業界/工程 |
|---|---|---|
| 目視検査 | 人の目で外観の異常や欠陥を確認する | 少量多品種の組立工程 |
| 画像検査(ルールベース) | カメラ画像を解析し、設定した条件で不良を判定する | 電子部品・金属加工 |
| AI外観検査 | AIが画像パターンを学習し、不良を自動判定する | 食品・医薬品・複雑形状部品 |
| 3D計測 | 形状・高さ・体積などを立体的に測定する | 機械加工品・樹脂成形 |
画像検査の仕組みや導入メリットについては、こちらの記事でも詳しく解説しています。
関連記事:画像検査とは?仕組み・種類・メリットから失敗しない導入手順まで徹底解説
外観検査自動化を実現するための導入フロー
外観検査の自動化は、一般的に次のような流れで進めます。
1. 検査要件定義:対象部品・許容値を数値化
2. 撮像設計:カメラ・照明・ワーク姿勢を最適化
3. 判定ロジック構築:ルール設定またはAI学習
4. ライン組み込み:搬送・信号連携・排出機構を整備
5. 検証とチューニング:歩留まりと誤判定率を最適化
ポイント:要件定義が曖昧だと撮像条件の設計がブレてしまい、結果的に検査精度が伸びません。PoC(概念実証:導入前に実現性を確認する検証)の段階で欠陥サンプルを収集し、タクトの余裕率まで確認しておくと、後工程での手戻りを抑えられます。
撮像精度はカメラだけでなくレンズ選定にも大きく左右されます。マシンビジョンにおけるレンズの種類や選び方はこちらの記事で詳しく解説しています。
関連記事:マシンビジョンレンズとは。製造現場の画像処理に用いられる種類と選定のポイント
自動化がもたらす3つの効果
外観検査の自動化は、単に欠陥を検出するだけではありません。品質の安定化、コスト削減、生産性向上といった複数の効果が期待できます。ここでは、多くの製造現場で見られる代表的な3つの効果を紹介します。
不良流出リスクの低減
外観検査をラインに組み込むことで、不良品を出荷前の工程で検出できるようになります。目視検査と比較して検出精度が安定するため、不良品の市場流出リスクの低減につながります。
(例)効果の考え方
目視検査の検出率が90%、自動検査の検出率が95%の場合、改善幅は+5ポイントです。
年間1,200万個を生産するラインであれば、
1,200万 × 0.05 = 60万個
となり、外観検査を自動化することで、年間約60万個分の不良流出を防げる計算になります。
また、画像データをロット単位で保存しておけば、万一リコールが発生した場合でも影響範囲を特定しやすく、全量回収を避けられる可能性があります。
コスト削減:検査・再加工コストの圧縮
目視検査では、検査基準のばらつきによって判定結果にブレが生じることがあります。その結果、良品を不良と誤判定して再検査や手直しに回すケースが発生し、材料ロスや作業工数が増える要因になります。
検査判定をシステム化することで判定基準を統一できるため、こうした手直し工数や材料ロスの削減が期待できます。
生産性向上:タクトの安定化とデータ活用
目視検査では、担当者によって検査速度が変わり、検査サイクルが不安定になりがちです。自動検査であれば一定の速度で検査できるため、ライン全体の生産リズムを安定させることができます。
さらに、自動検査では画像や判定結果を蓄積できるため、MES(製造実行システム)などの生産管理システムと連携した品質分析にも活用できます。
たとえば、蓄積した検査データを活用することで、次のような分析が可能になります。
- SPC(統計的工程管理)による品質傾向の可視化と異常アラート
- 金型摩耗や刃具劣化の兆候検知(予兆保全)
- 工程条件と不良率の関係分析による条件最適化
業界別:自動化導入事例10選
業界が変われば「見落としたくない欠陥」や「最適な検査手段」は変わります。
ここでは、主要5業界の外観検査の自動化事例を、導入前(課題)→導入後(効果)で比較しやすく整理しました。
【事例1】自動車業界|ボディ塗装最終検査
- 検査対象:ブツ・はじき・ダレ
- 導入前の課題:光源ムラの影響で微細欠陥を目視で見逃しやすい
- 導入後の効果:特殊照明と自動判定により見逃しを抑制し、歩留まりを向上
【事例2】自動車業界|エンジン加工ライン
- 検査対象:シリンダ壁面の微小キズ
- 導入前の課題:ミクロン(μm)オーダーの欠陥を目視で識別できない
- 導入後の効果:高解像度撮像で微小欠陥を安定検出
【事例3】電子部品業界|BGA 実装後検査
- 検査対象:はんだ浮き・欠け
- 導入前の課題:X線検査が前提となり、タクトが悪化
- 導入後の効果:インライン検査化により全数検査とタクト短縮を両立
【事例4】電子部品業界|樹脂コネクタ成形後検査
- 検査対象:バリ・黒点・寸法欠け
- 導入前の課題:凹凸で死角が多く、黒点や欠けを見逃しやすい
- 導入後の効果:多方向撮像と照明最適化により死角を低減し、流出を防止
【事例5】食品業界|レトルト包装ライン
- 検査対象:シール不良・異物混入
- 導入前の課題:蒸気の影響でパック表面が曇り、目視検査が困難
- 導入後の効果:環境条件に適した検査方式により、不良や異物を安定検知
【事例6】食品業界|スナック包装ライン最終検査
- 検査対象:ピンホール・異物・包装不良
- 導入前の課題:油粉の付着により微細異物の検出率が低下
- 導入後の効果:判定条件を最適化し、「汚れ」と「異物」を区別して検出率を維持
【事例7】医薬業界|バイアル瓶最終検査
- 検査対象:異物・気泡・欠け
- 導入前の課題:クリーンルーム内の検査人員増加により運用コストが増大
- 導入後の効果:検査自動化により省人化を実現し、運用コストを削減
【事例8】医薬業界|アンプル瓶印字検査
- 検査対象:印字欠け・にじみ・ズレ
- 導入前の課題:曲面印字は反射や光沢の影響で判定が難しい
- 導入後の効果:ハレーション対策を含む画像処理により安定検出
【事例9】樹脂成形業界|精密ギア外観最終検査
- 検査対象:ヒケ・フローライン・黒点
- 導入前の課題:歯底部が照明の死角に入り見逃しが発生
- 導入後の効果:照明設計を最適化し、歯底部まで均一に撮像して欠陥を検出
【事例10】樹脂成形業界|透明部品の外観最終検査
- 検査対象:気泡・クラック・異物混入
- 導入前の課題:反射や屈折の影響で欠陥が視認しにくい
- 導入後の効果:透明体に適した撮像方法により内部欠陥も検出可能
不良検出の代表例5選と判定ポイント
外観検査では、欠陥の種類ごとに見え方や検出方法が異なります。そのため、検査装置を導入しても、対象となる欠陥を十分に検出できないケースがあります。多くの場合、欠陥の特徴に対して撮像方法や判定方法が適切に設計されていないことが原因です。ここでは、外観検査でよく見られる代表的な欠陥を、見え方・主な原因・検出のポイントの観点から整理します。
キズ — Linear Scratch
- 見え方:細長い光沢ライン。照明角度で反射が強く出る
- 主因:搬送中の擦過/部品干渉/投入時のガイド接触
- 判定のコツ:斜光でエッジを強調し、線状成分を抽出(深さまで見るなら3Dも検討)
打痕 — Dent/Pit
- 見え方:局所的なくぼみ。陰影差が出ると捉えやすい
- 主因:落下衝撃/プレス不具合/金型欠け片の圧入
- 判定のコツ:陰影が出る照明設計+凹凸強調のフィルタ処理
欠け — Chipping
- 見え方:端部・コーナーの輪郭が欠損し、シルエットが途切れる
- 主因:金型摩耗/切断バリ破断/梱包時の衝撃
- 判定のコツ:輪郭抽出→正常輪郭との差分を評価(形状のばらつきが大きい場合はAIも有効)
異物混入 — Contamination
- 見え方:黒点・繊維・気泡など、母材と異なる色・形
- 主因:粉塵/金属片/オイルミスト/毛髪など
- 判定のコツ:色成分の分離+形状特徴で抽出(透明体は近赤外などを検討)
シール不良 — Seal Defect
- 見え方:シワ/エアポケット/圧着不足
- 主因:温度・圧力ムラ/異物挟み込み/タイミングずれ
- 判定のコツ:透過光でシワやムラを見やすくし、シール幅のプロファイルを計測
導入コストと費用対効果の目安
「外観検査の自動化は結局いくらかかるのか?」「元は取れるのか?」といった点は、多くの現場で最初に気になるポイントではないでしょうか。費用は、何を検査するのかとどこまで自動化するのかによって変わります。まずは、おおよその導入費用の目安と、投資を回収できるかどうかの考え方を把握しておきましょう。
導入費用の目安
| 規模 | できること・機能 | 目安の金額 |
|---|---|---|
| 小規模 カメラ1台+簡単判定 |
1方向からキズや汚れをチェック | 300〜600万円 |
| 中規模 カメラ数台+AI判定 |
複数方向&細かい欠陥を自動で判断 | 1,000〜2,500万円 |
| 大規模 3D計測+ロボ搬送 |
立体形状まで測定し、搬送も自動 | 3,000〜4,500万円 |
値段が上下する3つのポイント
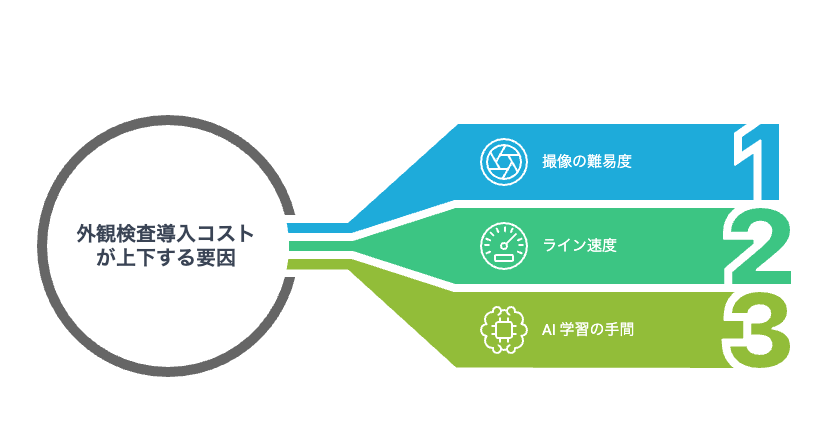
外観検査自動化の導入費用は、主に次の3つの要素によって変わります。
- 欠陥の細かさ(撮像難易度):鏡面・透明品ほど難易度が上がりやすい
- ライン速度(タクト):高速ほど高性能機材が必要になりやすい
- AI学習の工数:品種が多いほど学習・調整の手間が増えやすい
実際の外観検査装置の構成や機能についてはAI外観検査装置の製品ページでも紹介しています
よくある失敗例と回避策
装置のスペックや AI アルゴリズムに目が行きがちですが、導入プロジェクトでのつまずきの多くは、装置性能ではなく要件定義・運用設計の漏れです。現場で多い5パターンを先回りで潰しておきましょう。
失敗例①:欠陥定義が曖昧で判定が揺らぐ
- 症状:グレー品が多発し、都度判断で歩留まりが安定しない
- 回避策:欠陥種類ごとに許容値を数値化。保留品の扱い(再検査フロー等)も決める
失敗例②:撮像条件の最適化不足で検出漏れ
- 症状:照明ムラでエッジが立たず、微細キズが拾えない
- 回避策:PoCでカメラ分解能・照明角度・ワーク姿勢をパラメータ検証する
失敗例③:AI学習用画像が足りず誤判定が増える
- 症状:未学習パターンで見逃しが出る
- 回避策:初期はルールベース+AIのハイブリッドで開始し、稼働後に追加学習の計画を組む
失敗例④:ラインタクトと同期せずボトルネック化
- 症状:検査が追いつかず上流が詰まる
- 回避策:要件定義で必要タクトを固定し、PoCで余裕率を確認する
失敗例⑤:保守体制を後回しにし稼働率が低下
- 症状:レンズ汚れ・照明劣化で精度低下、停止が増える
- 回避策:保守SLA・スペアパーツ・清掃手順(日次/週次)を導入時に決める
外観検査に関するよくある質問
Q1. 少量多品種でも効果はありますか?
A. あります。品種切替が多い場合は、初期はルール+AIのハイブリッドで始め、運用しながら追加学習で精度を上げる進め方が一般的です。
Q2. ラインタクトが速くカメラ露光が追いつくか不安です。
A. 高速シャッター対応カメラやパルス照明で対応できるケースがあります。まずはPoCで実ライン相当の速度を模擬し、余裕率を確認しましょう。
Q3. 不良画像が十分に集まりません。AI 学習できますか?
A. 良品中心で学習し、異常を外れ値として検知する手法もあります。稼働後に不良画像を追加して段階的に精度を上げるのが現実的です。
Q4. 保守コストはどの程度を見込むべき?
A. 設備価格の5〜10%/年が目安です。応答時間・復旧時間などのSLA(応答時間・復旧時間)を契約時に明確化しておくと安心です。
外観検査自動化をお考えならTMCシステムへご相談ください
外観検査の自動化は、カメラ1台による簡易チェックから、AIや3D計測を組み込んだ高度なシステムまで、ラインごとに最適な構成が異なります。
TMCシステムでは、お客様の現場に合わせたオーダーメイドの自動化ソリューションを提供しています。画一的なシステムではなく、課題や生産条件に合わせた最適な構成をご提案することが可能です。実績豊富な専任エンジニアが、ご相談・要件定義・装置開発・導入・運用サポートまで一気通貫で対応します。
「初めて自動化を検討しているが、何から始めればよいかわからない」という企業様も安心してご相談ください。
外観検査だけでなく、組立・搬送・検査を含めた生産ライン全体の自動化設備についてもご相談いただけます。